

- Přehledy IS
- APS (20)
- BPM - procesní řízení (22)
- Cloud computing (IaaS) (10)
- Cloud computing (SaaS) (33)
- CRM (51)
- DMS/ECM - správa dokumentů (20)
- EAM (17)
- Ekonomické systémy (68)
- ERP (77)
- HRM (27)
- ITSM (6)
- MES (32)
- Řízení výroby (37)
- WMS (31)
- Dodavatelé IT služeb a řešení
- Datová centra (25)
- Dodavatelé CAD/CAM/PLM/BIM... (39)
- Dodavatelé CRM (33)
- Dodavatelé DW-BI (50)
- Dodavatelé ERP (71)
- Informační bezpečnost (50)
- IT řešení pro logistiku (45)
- IT řešení pro stavebnictví (25)
- Řešení pro veřejný a státní sektor (27)
Partneři sekce

Tematické sekce
 ERP systémy CRM systémy Plánování a řízení výroby AI a Business Intelligence DMS/ECM - Správa dokumentů HRM/HCM - Řízení lidských zdrojů EAM/CMMS - Správa majetku a údržby Účetní a ekonomické systémy ITSM (ITIL) - Řízení IT Cloud a virtualizace IT IT Security Logistika, řízení skladů, WMS IT právo GIS - geografické informační systémy Projektové řízení Trendy ICT E-commerce B2B/B2C CAD/CAM/CAE/PLM/3D tisk
ERP systémy CRM systémy Plánování a řízení výroby AI a Business Intelligence DMS/ECM - Správa dokumentů HRM/HCM - Řízení lidských zdrojů EAM/CMMS - Správa majetku a údržby Účetní a ekonomické systémy ITSM (ITIL) - Řízení IT Cloud a virtualizace IT IT Security Logistika, řízení skladů, WMS IT právo GIS - geografické informační systémy Projektové řízení Trendy ICT E-commerce B2B/B2C CAD/CAM/CAE/PLM/3D tiskBranžové sekce
| Přihlaste se k odběru newsletteru SystemNEWS, který každý týden přináší výběr článků z oblasti podnikové informatiky | |
 | |

Partneři webu

IT SYSTEMS 4/2021 , ERP systémy , Plánování a řízení výroby


Dodavatelský řetězec podniku skrývá více příležitostí, než vlastní procesy
Ing. Vladimír Bartoš
 V minulém roce jsem prováděl analýzu ve strojírenské firmě s vypalovačkami, kovolisy, svařovacími pracovišti a montáží. Při prohlídce výroby, kterou vždy analýzy zahajuji, mě zaujaly dobře podporované evidence materiálového toku skenováním mobilními terminály a evidence práce na dotykových obrazovkách. Zajišťoval to MES částečně integrovaný s lokálním podnikovým informačním systémem. Pak jsem pokračoval konzultacemi s klíčovými uživateli a manažery firmy. Ze všech byla cítit pýcha na dlouhá léta budovaný systém, který, jak jsem zjistil později, stál po započtení všech programových úprav a vylepšení mnoho milionů Kč. Kde je tedy problém? Proč mě sem zvali?
V minulém roce jsem prováděl analýzu ve strojírenské firmě s vypalovačkami, kovolisy, svařovacími pracovišti a montáží. Při prohlídce výroby, kterou vždy analýzy zahajuji, mě zaujaly dobře podporované evidence materiálového toku skenováním mobilními terminály a evidence práce na dotykových obrazovkách. Zajišťoval to MES částečně integrovaný s lokálním podnikovým informačním systémem. Pak jsem pokračoval konzultacemi s klíčovými uživateli a manažery firmy. Ze všech byla cítit pýcha na dlouhá léta budovaný systém, který, jak jsem zjistil později, stál po započtení všech programových úprav a vylepšení mnoho milionů Kč. Kde je tedy problém? Proč mě sem zvali?
Nezvládnutí dodavatelského řetězce
Teprve po pár dnech se ukázalo, že zásoby materiálu neodpovídají potřebám firmy. Sklady jsou plné materiálu, který zrovna není potřeba a nedostatek jiných materiálů blokuje realizaci urgentních zakázek.
Objevil jsem i další úzké místo: Na každém výrobku firma realizuje do deseti operací na různých pracovištích. Mezi pracovišti jsou mezisklady praskající ve švech. A skladníci nestíhají převážet rozpracovanost z pracovišť do meziskladů a pak zase z meziskladů na následná pracoviště. Proč to dělají? Proč se rozpracovanost nevozí rovnou z pracoviště na pracoviště? Na vině nejsou jen rozdílné optimální dávky a nevyvážené kapacity pracovišť. Plánovač prostě není schopen ve velkém množství příkazů rozvrhovat operace tak, aby na sebe co nejlépe navazovali. Proto má v systému nastavenu za každou poslední operací pracoviště jednodenní rezervu. A to vedle vícenákladů na manipulaci a skladování rozpracovanosti prodlužuje i kumulativní průběžnou dobu výroby výrobku.
Shrnuto a podtrženo:
- Zákazník musí čekat na dodávky o několik dnů déle.
- Každá změna poptávky naráží na neschopnost rychlého přeplánování.
- Náklady na materiál a rozpracovanost jsou vyšší o nutnost několikadenního profinancování navíc.
- Náklady na práci jsou vyšší o náročné manipulace v meziskladech.
Jednou větou můžeme uvedený problém pojmenovat jako: Nezvládnutí dodavatelského řetězce.
Co s tím? Dodavatelský řetězec lze rozdělit na externí a interní.
Externí dodavatelský řetězec
Vše začíná komunikací se zákazníkem. Pokud dodáváme občasným zákazníkům, vždy využíváme prodejní zakázky, které obsahují objednávané výrobky, množství, termíny, ceny, platební podmínky, dodací podmínky a další detaily nutné pro úspěšnou realizaci a fakturaci. Zakázky evidujeme do systému ručně nebo využíváme prodejní internetový portál, pomocí něhož přeneseme pracnost evidence na zákazníka.
Pokud však máme stálé zákazníky opakovaně objednávající stejné výrobky, je nutné celý proces zdokonalit. Prodejní zakázky nahrazujeme zákaznickými rozvrhy a odvolávkami a komunikaci automatizujeme propojením vlastního ERP sytému a systému zákazníka pomocí EDI elektronické komunikace tak, aby si systémy mezi sebou povídali automaticky bez zásahu uživatele.
Celý kontrakt se zákazníkem se zahajuje zadáním rámcové zakázky do systému. Tam se definují k výrobkům ceny a jejich změny v čase, platební a dodací podmínky i pravidla pro vzájemnou výměnu EDI zpráv. Hlavními EDI zprávami jsou pak zákaznické rozvrhy (forecasty) a jemné odvolávky. Ty zasílá zákazník opakovaně vždy zpřesněné a obsahují k výrobku seznam požadovaných množství rozepsaných v čase. Na delší horizont předpovědi a na blízký horizont závazné objednávky. Výhodou je, že se můžeme včas připravit na budoucí odvolávky zákazníka – vlastně plánujeme společně s ním.
Náš proces plánování pak tyto rozvrhy a odvolávky proplánuje výrobou a vypočítá požadavky na nákup. Tím se dostáváme na opačný konec dodavatelského řetězce.
I dodavatelům můžeme zasílat nákupní objednávky obsahující všechny náležitosti včetně obchodních. Ale pokud jde o stálé dodavatele, je lepší přejít na režim dodavatelských rozvrhů. Nákupní proces pak z plánu nákupu vytvoří nejen závazné jemné odvolávky pro konkrétní dodávky, ale i forecasty/předpovědi budoucích nákupů. Lze je odeslat mailem, EDI komunikací nebo zobrazit dodavateli na dodavatelském internetovém portálu. Výhodou je, že plánujeme společně s dodavatelem – může se tedy připravit na naše budoucí odvolávky.
Interní dodavatelský řetězec
Pokud nechceme, aby vznikali mezi pracovišti zbytečné zásoby rozpracovanosti, musíme podobně jako externí řetězec ladit i dodavatelský řetězec interní. Tady ale nepomůže MRP plánování výroby, byť je pro další krok nutné jako vstup. Potřebujeme APS rozvrhování operací nebo tahové řízení pomocí KANBANu.
MRP vytvoří výrobní příkazy, zoptimalizuje výrobní dávky napříč zakázkami a naplánuje výrobu nahrubo do dnů. Tyto příkazy spolu s kalendáři strojů, maticemi jejich zaměnitelnosti, zásobami, materiálem na cestě, zakázkami a sekundárními omezeními výroby si převezme APS systém a pokročilými metodami rozvrhne operace na jednotlivé stroje a pracoviště. Pokročilé metody zohlední i specifika pracovišť kvůli minimalizaci časů přestavení. Tím dostaneme fronty práce, které pak ERP systém zobrazuje na jednotlivých pracovištích včetně neustále aktualizované informace o dokončení předchozích vstupů. Díky tomu, lze ve většině případů zcela vynechat mezisklady a převážet rozpracovanost přímo mezi pracovišti, aniž by se tam hromadila nad rámec dostupného prostoru.
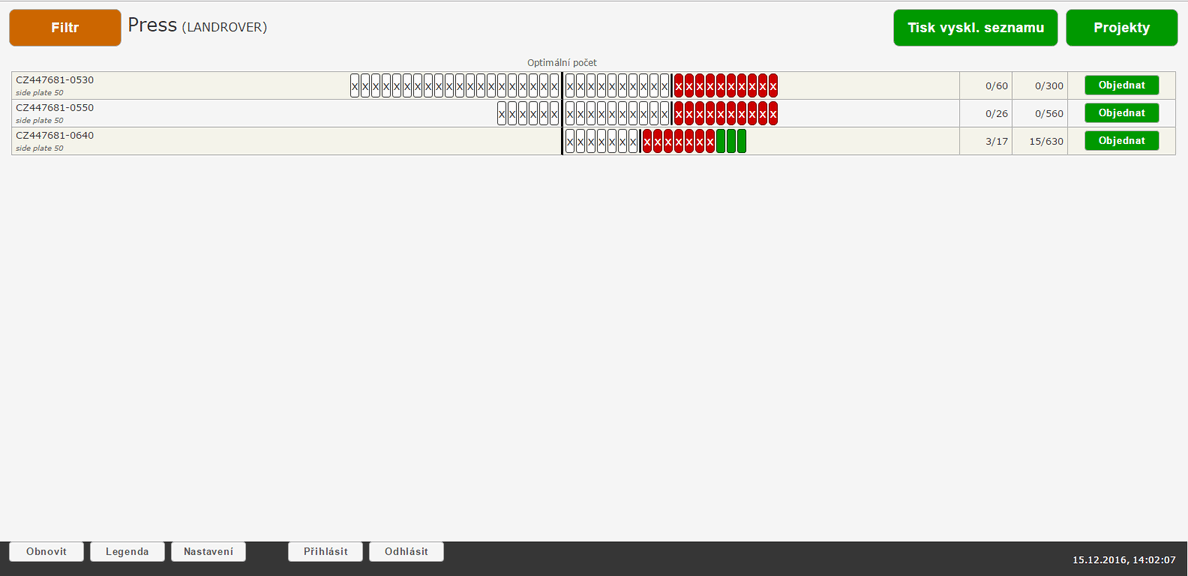
Pokud je na vstupu do některých pracovišť prostoru přece jenom nedostatek, lze celý proces ještě obohatit o tahové řízení. Když operátorovi daného pracoviště docházejí vstupní materiály či polotovary, zvolí na dotykové obrazovce žádost o závoz a systém mu pro zvolený výrobní příkaz nabídne, které artikly by měl požadovat. Operátor může žádost upravit a odesláním se navýší fronta úkolů na mobilních terminálech skladníků. Volný skladník si převezme úkol s nejvyšší prioritou a podle pokynů na mobilním terminálu vyzvedne zásobu a skenem ji přesune k pracovišti operátora. Tento proces minimalizuje prostoje s důvodem „Chybějící materiál“. V japonských firmách řešíme totéž elektronickým KANBANem. KANBAN je vlastně paleta nebo box, pomocí něhož je realizován pohyb materiálu či rozpracovanosti mezi pracovišti. Na zdrojových pracovištích zobrazujeme v řádcích jednotlivé artikly a za nimi barevné obdélníčky – KANBANy. Barvami KANBANů kódujeme stavy: Plný, v přepravě, prázdný, potvrzený apod. Zdrojové pracoviště pak vidí, které dodávky artiklů mají nejvyšší prioritu a zavážejí je iniciativně bez nutnosti žádosti od operátora. Naplnění KANBAN boxů, převoz, vyprázdnění – vše probíhá jednoduchým skenem ID KANBANu.
Pokud se vychystává pro výrobní příkazy velké množství drobných komponent, snažíme se zrychlit a zpřesnit práci skladníka metodou Pick by Light. Komponenty jsou v regálech a pozicích, které tvoří celé stěny. U každé pozice je světlo a systém zná obsazení pozic konkrétními zásobami artiklů. Skladník naskenuje vyskladňovací seznam výrobního příkazu a systém rozsvítí všechny pozice, z nichž je potřeba vychystat komponenty. Vyjmutím zásob světla zhasínají.
V některých případech je zajímavé i řešení pomocí RFID čipů nebo kamer. Kamery dokáží při správném seskládání výrobků a nasměrování etiket hromadně automaticky načíst všechny zásoby na projíždějícím vozíku, RFID brány zase všechny projíždějící RFID čipy, s nimiž má ERP systém spojeny konkrétní zásoby. Systém pak eviduje předdefinované skladové pohyby bez nutnosti zásahu skladníka.
Ladění dodavatelského řetězce je ohromnou příležitostí pro zvýšení výkonu firmy. Vyžaduje moderní ERP systém, kreativní klíčové uživatele a dodavatele, který rozumí svému SW, zná moderní trendy a umí je uplatňovat v praxi.
 |
Vladimír Bartoš Autor článku je ředitelem pro strategii ve společnosti Minerva ČR. |
Chcete získat časopis IT Systems s tímto a mnoha dalšími články z oblasti informačních systémů a řízení podnikové informatiky? Objednejte si předplatné nebo konkrétní vydání časopisu IT Systems z našeho archivu.











| Po | Út | St | Čt | Pá | So | Ne |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 |
| 8 | 9 | 10 | 11 | 12 | 13 | 14 |
| 15 | 16 | 17 | 18 | 19 | 20 | 21 |
| 22 | 23 | 24 | 25 | 26 | 27 | 28 |
| 29 | 30 | 1 | 2 | 3 | 4 | 5 |
| 6 | 7 | 8 | 9 | 10 | 11 | 12 |
IT Systems podporuje
| 6.10. | Unicorn Banking Forum 2016 |
Formulář pro přidání akce
Další vybrané akce
| 26.6. | Certifikace ISO prakticky |
| 30.9. | Konference Světlo |