- Přehledy IS
- APS (20)
- BPM - procesní řízení (22)
- Cloud computing (IaaS) (10)
- Cloud computing (SaaS) (33)
- CRM (51)
- DMS/ECM - správa dokumentů (20)
- EAM (17)
- Ekonomické systémy (68)
- ERP (77)
- HRM (27)
- ITSM (6)
- MES (32)
- Řízení výroby (37)
- WMS (30)
- Dodavatelé IT služeb a řešení
- Datová centra (25)
- Dodavatelé CAD/CAM/PLM/BIM... (39)
- Dodavatelé CRM (33)
- Dodavatelé DW-BI (50)
- Dodavatelé ERP (71)
- Informační bezpečnost (50)
- IT řešení pro logistiku (45)
- IT řešení pro stavebnictví (25)
- Řešení pro veřejný a státní sektor (27)
Partneři sekce

Tematické sekce
 ERP systémy CRM systémy Plánování a řízení výroby AI a Business Intelligence DMS/ECM - Správa dokumentů HRM/HCM - Řízení lidských zdrojů EAM/CMMS - Správa majetku a údržby Účetní a ekonomické systémy ITSM (ITIL) - Řízení IT Cloud a virtualizace IT IT Security Logistika, řízení skladů, WMS IT právo GIS - geografické informační systémy Projektové řízení Trendy ICT E-commerce B2B/B2C CAD/CAM/CAE/PLM/3D tisk
ERP systémy CRM systémy Plánování a řízení výroby AI a Business Intelligence DMS/ECM - Správa dokumentů HRM/HCM - Řízení lidských zdrojů EAM/CMMS - Správa majetku a údržby Účetní a ekonomické systémy ITSM (ITIL) - Řízení IT Cloud a virtualizace IT IT Security Logistika, řízení skladů, WMS IT právo GIS - geografické informační systémy Projektové řízení Trendy ICT E-commerce B2B/B2C CAD/CAM/CAE/PLM/3D tiskBranžové sekce
| Přihlaste se k odběru newsletteru SystemNEWS, který každý týden přináší výběr článků z oblasti podnikové informatiky | |
 | |

Partneři webu

IT řešení pro výrobní podniky 1 , Plánování a řízení výroby




Identifikace a řešení problematických míst ve výrobě
Viktor Fiala
 V posledních několika letech jsme svědky zásadního vývoje v oblasti technických prostředků využívaných při řízení výrobního procesu. Nejvíce viditelný je tento trend u řídicích systémů obráběcích strojů, rozsahu jejich funkcí, vzájemné provázanosti jednotlivých modulů a využití dat, která jsou v průběhu výrobního procesu sledována a zaznamenávána. Standardním se stalo vybavení strojů řídícími jednotkami, které jsou nejen schopny sledovat a řídit výrobní proces na „svém stroji“, ale také aktivně komunikovat s okolím.
V posledních několika letech jsme svědky zásadního vývoje v oblasti technických prostředků využívaných při řízení výrobního procesu. Nejvíce viditelný je tento trend u řídicích systémů obráběcích strojů, rozsahu jejich funkcí, vzájemné provázanosti jednotlivých modulů a využití dat, která jsou v průběhu výrobního procesu sledována a zaznamenávána. Standardním se stalo vybavení strojů řídícími jednotkami, které jsou nejen schopny sledovat a řídit výrobní proces na „svém stroji“, ale také aktivně komunikovat s okolím.
Datové propojení jednotlivých pracovišť, autodiagnostika, automatická korekce parametrů, rozhodovací algoritmy, preventivní detekce poruch, archivace provozních dat a měřicích protokolů – to jsou požadavky automatizovaných a bezobslužných výrob. Nositelem změn je v současnosti především automobilový a elektrotechnický průmysl, kde automatizace a jeden z jejích efektů, tedy vyloučení lidské chyby, je jedna z cest vedoucích k opakovatelné spolehlivosti a optimalizaci výrobních nákladů. Tento trend však není viditelný pouze ve zmíněných průmyslových oblastech. Předměty každodenní spotřeby jsou běžně tak složité a jejich cena tak nízká, že není možno je vyrábět jinak než hromadně v automatizovaných továrnách. Zákazník požaduje stále nové a dokonalejší výrobky za nižší ceny, přitom nechce trávit čas ani čtením návodu, natož studováním, jak je nejlépe a dlouho používat. A tento přístup je nejen na straně spotřebitelů – ale i pracovníků továren a obsluh strojů. Moderní výroba tak směřuje k vyšší a vyšší míře automatizace.
Jak vyrábět efektivněji?
Výrobní společnosti stojí často na křižovatce a musí si vybrat: vyrábět co nejlevněji, vyrábět co nejrychleji, vyrábět co nejpřesněji. Tato tři kritéria se na první pohled vylučují, ale přesto je jejich současné splnění možné. Jakákoliv automatizace a omezení lidského faktoru ve výrobě přitom znamená nutnost měření a aktivní zpětné vazby v celém výrobním procesu. To je výzva a příležitost pro všechny, kdo se zabývají metrologií a zpracováním měřených údajů. Diagnostika, měření, sběr a předávání dat v automatických provozech není jen kosmetické vylepšení nebo urychlení, ale stává se naprostou nutností a standardem. Na nepřesném stroji nelze přesně vyrábět. V poslední době je tedy patrný výrazný nárůst požadavků zákazníků, směřující právě k těmto hodnotám. Je-li to výsledek současné „mediální popularity“ Průmyslu 4.0, tlaku konkurenčního prostředí, nebo jen známka vývoje odvětví, lze jen obtížně posoudit. Bylo by ale dobré věřit, že právě iniciativa Průmysl 4.0 v tom hraje významnou roli a tlak na efektivitu výroby se pomalu zakořenil i v České republice.
Stroj místo člověka?
Výrobci řídicích systémů a průmyslového softwaru věnují značné úsilí vývoji uživatelských rozhraní s cílem nahradit do určité míry nedostatečnou kvalifikaci a zkušenost obsluhy. Jestliže například obsluha stroje špatně založí obrobek, nebo kus nedosedne ve znečištěném přípravku na správné místo, vyrobíme zmetek nebo poškodíme nástroj – v horším případě obojí. To vše za předpokladu, že vhodným měřením nezkontrolujeme polohu kusu před začátkem výroby. Lidská chyba, se kterou je nutné počítat. V digitalizované výrobě však můžeme nastavit situaci tak, že se software s robotem „domluví a chybu operativně napraví“ bez nutnosti asistence zvenčí.
Identifikace problematických míst ve výrobním procesu a jejich následné řešení tak přináší dva zdánlivě protichůdné požadavky:
- Řešení velmi složitých úloh, požadavky na nové funkce a komunikační schopnosti jednotlivých systémů – Kromě samozřejmé přesnosti měření určitá míra autonomie; adaptivní řízení, rozhodování, komunikace s ostatními automatizačními prvky, jako roboty nebo měřicími stanicemi; dále pak archivace a vizualizace dat.
- Jednoduchá obsluha a intuitivní ovládání z pohledu operátora – Bez požadavků na školení a vzdělání, které je v technických oborech nedostatkovým zbožím. Základní úlohy musí zvládnout obsluha stroje bez školení a pokud možno i bez přečtení návodu.
Stroje a zařízení jsou díky čipům, snímačům a inteligentnímu softwaru stále sofistikovanější a vyžadují stále menší podíl intervencí lidské obsluhy. Příkladem mohou být např. obrobkové sondy pro obráběcí stroje. Tyto umí např. vyhodnotit, zda dokončený rozměr vyhovuje, nebo nevyhovuje výkresovým hodnotám a případně zda je možné ho opravit ještě před vyjmutím dílce ze stroje. Bez zásahu lidské obsluhy. Nástrojová sonda je schopna zjistit míru opotřebení nástroje a spolupracující program následně provést korektury v nastavení obráběcího stroje tak, aby výsledkem byl kvalitní výrobek. Podobných technologií či řešení bychom mohli vyjmenovat ještě mnohem více.
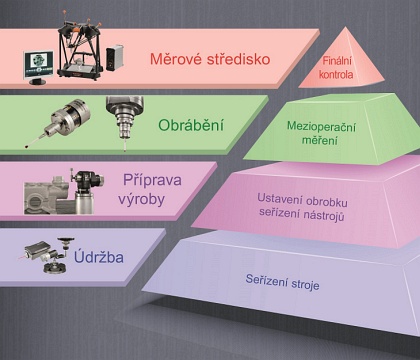
Pyramida produktivní výroby
Identifikaci a řešení problematických míst ve výrobním procesu pomocí systémů umožňujících snížení vlivu lidského faktoru popisuje přehledně koncept společnosti Renishaw nazvaný pyramida produktivní výroby, kterou lze rozdělit do čtyř úrovní:
- Sledování stavu stroje
- Příprava výroby
- Obrábění
- Měrové středisko
Sledování stavu stroje
Jak bylo popsáno výše, na nepřesném stroji nelze přesně vyrábět. Nejdůležitější je proto příprava a seřízení stroje. Geometrickou přesnost tříosého obráběcího stroje ovlivňuje až 21 geometrických chyb. V případě pětiosého stroje se počet těchto potenciálních zdrojů nepřesností zvyšuje až na hodnotu 36. Všechny tyto chyby dosahují hodnot v řádu mikrometrů. Každá z nich však má nepříznivý vliv na celkovou přesnost polohování stroje a na tvarovou a rozměrovou přesnost obrobků. Výsledkem je produkce rozměrově nepřesných dílců, nestabilita výrobního procesu, tvarové odchylky obráběných prvků na dílci nebo nekvalitní povrch obrobku. Tyto chyby lze s použitím vhodného diagnostického nástroje zjistit.
Příprava výroby a seřízení stroje
Pokud firma vyrábí velké množství dílců vyžadujících komplexní obrábění v malých sériích a ve velmi krátkém čase, bylo by finančně nákladné vybavit stroje specializovanými upínači přesně definujícími polohu obrobku ve stroji. Je mnohem praktičtější použít „univerzální“ kontrolní nástroj. Ten přináší jeden významný efekt – eliminaci omylů a chyb způsobených lidským faktorem. Opakovaně přesné měření a automatická korekce naměřených údajů bez ohledu na únavu nebo momentální indispozici operátora stroje jsou faktory, které významně ovlivňují rozhodování o investici do měřicích sond. Ve svém důsledku významně šetří čas i finance.
Obrábění – mezioperační kontrola
V průběhu obrábění je nutno znát odezvu na stav materiálu, na aktuální odchylky od očekávaných rozměrů, na vnější podmínky, např. okolní teplotu, nebo na jiné neočekávané stavy procesu. Díky vyhodnocení těchto informací lze výrobu aktivně řídit směrem k očekávanému výsledku. Mezioperační kontrola však zahrnuje více než pouhou zpětnou vazbu a korekci parametrů v řídicím systému na základě porovnání očekávané a zjištěné hodnoty. Umožňuje současně nastavení mezí nebo limitů, se kterými jsou naměřené hodnoty porovnávány.
Měrové středisko – finální kontrola výrobku
Na konci celého výrobního procesu se z kusu beztvaré hmoty konečně stal dílec – hotový výrobek. Pro dosažení tohoto stavu bylo nutno vynaložit mnoho energie. Nyní je už jen potřeba zjistit, zda byly dosaženy požadované parametry výrobku. Automatické kontrolní měření porovná veškeré požadované hodnoty a vyhodnotí, zde výsledný produkt odpovídá výkresové dokumentaci.
Moderní technologie do výrobního procesu patří
Moderní systém kontroly výroby, identifikace a zlepšování problematických míst ve výrobním procesu šetří čas, materiál i lidskou sílu. Je proto jisté, že se tímto směrem bude vydávat čím dál více českých výrobců. Otázka na závěr tak určitě může znít: Jsou čeští výrobci dostatečně připraveni zavádět vysoce moderní výrobu reflektující aspekty Průmyslu 4.0?
Dnes lze již s jistotou tvrdit, že ačkoliv se jednotliví výrobci odlišují typem výroby, objemem výroby, zaměřením, počtem pracovníků, druhem odběratelů a v mnoha dalších parametrech, jedno mají společné. Ti, kteří moderní a efektivní výrobu považují za svoji konkurenční výhodu, ti se ve své každodenní práci problematikou Průmyslu 4.0 a implementací jejích principů vážně zabývají.
 |
Viktor Fiala Autor článku je obchodním ředitelem společnosti Renishaw. Má dlouholeté zkušenosti z řídicích funkcí ze širokého spektra průmyslových sektorů (Lesy Krnov, KKH Brno, Jitona, Terco CB, SAFINA). Vystudoval obor projektování a konstrukce letadel na Fakultě strojního inženýrství VUT v Brně. Po absolvování se věnoval akademické a výzkumné činnosti. |
Chcete získat časopis IT Systems s tímto a mnoha dalšími články z oblasti informačních systémů a řízení podnikové informatiky? Objednejte si předplatné nebo konkrétní vydání časopisu IT Systems z našeho archivu.












| Po | Út | St | Čt | Pá | So | Ne |
| 1 | 2 | 3 | ||||
| 4 | 5 | 6 | 7 | 8 | 9 | 10 |
| 11 | 12 | 13 | 14 | 15 | 16 | 17 |
| 18 | 19 | 20 | 21 | 22 | 23 | 24 |
| 25 | 26 | 27 | 28 | 29 | 30 | 31 |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 |
IT Systems podporuje
| 2.6. | WMS Forum: řízení moderních skladů v praxi |
| 11.6. | ManageEngine User Conf 2026 Praha |
| 6.10. | Unicorn Banking Forum 2016 |
Formulář pro přidání akce
Další vybrané akce
| 4.6. | Setkání zákazníků a partnerů ABIA CZ & dFlex 2026... |
| 10.6. | Novicom cyber security workshop: Síť pod kontrolou... |
| 10.6. | Webinář - Creo 13 - Představení novinek |