

- Přehledy IS
- APS (20)
- BPM - procesní řízení (22)
- Cloud computing (IaaS) (10)
- Cloud computing (SaaS) (33)
- CRM (51)
- DMS/ECM - správa dokumentů (20)
- EAM (17)
- Ekonomické systémy (68)
- ERP (77)
- HRM (27)
- ITSM (6)
- MES (32)
- Řízení výroby (37)
- WMS (31)
- Dodavatelé IT služeb a řešení
- Datová centra (25)
- Dodavatelé CAD/CAM/PLM/BIM... (39)
- Dodavatelé CRM (33)
- Dodavatelé DW-BI (50)
- Dodavatelé ERP (71)
- Informační bezpečnost (50)
- IT řešení pro logistiku (45)
- IT řešení pro stavebnictví (25)
- Řešení pro veřejný a státní sektor (27)
Partneři sekce


Tematické sekce
 ERP systémy CRM systémy Plánování a řízení výroby AI a Business Intelligence DMS/ECM - Správa dokumentů HRM/HCM - Řízení lidských zdrojů EAM/CMMS - Správa majetku a údržby Účetní a ekonomické systémy ITSM (ITIL) - Řízení IT Cloud a virtualizace IT IT Security Logistika, řízení skladů, WMS IT právo GIS - geografické informační systémy Projektové řízení Trendy ICT E-commerce B2B/B2C CAD/CAM/CAE/PLM/3D tisk
ERP systémy CRM systémy Plánování a řízení výroby AI a Business Intelligence DMS/ECM - Správa dokumentů HRM/HCM - Řízení lidských zdrojů EAM/CMMS - Správa majetku a údržby Účetní a ekonomické systémy ITSM (ITIL) - Řízení IT Cloud a virtualizace IT IT Security Logistika, řízení skladů, WMS IT právo GIS - geografické informační systémy Projektové řízení Trendy ICT E-commerce B2B/B2C CAD/CAM/CAE/PLM/3D tiskBranžové sekce
| Přihlaste se k odběru newsletteru SystemNEWS, který každý týden přináší výběr článků z oblasti podnikové informatiky | |
 | |


Partneři webu

IT SYSTEMS 9/2007 , Plánování a řízení výroby



Současné možnosti IT systémů pro řízení výroby v oblasti plánování
Jan Dubec
V poslední době roste zájem o systémy pro řízení výroby s podporou plánování. Požadavky na funkce, které by měly systémy pro řízení výroby poskytovat, jsou velmi různorodé především v závislosti na charakteru výroby a požadovaném stupni přesnosti jejího plánování či sledování a v neposlední řadě i na schopnosti vyrovnat se s různými zvláštnostmidanými povahou popisovaných materiálů, výrobků a technologií.

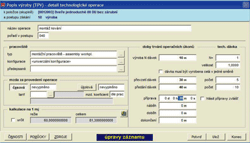
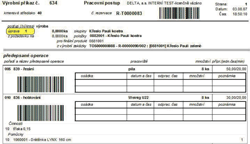
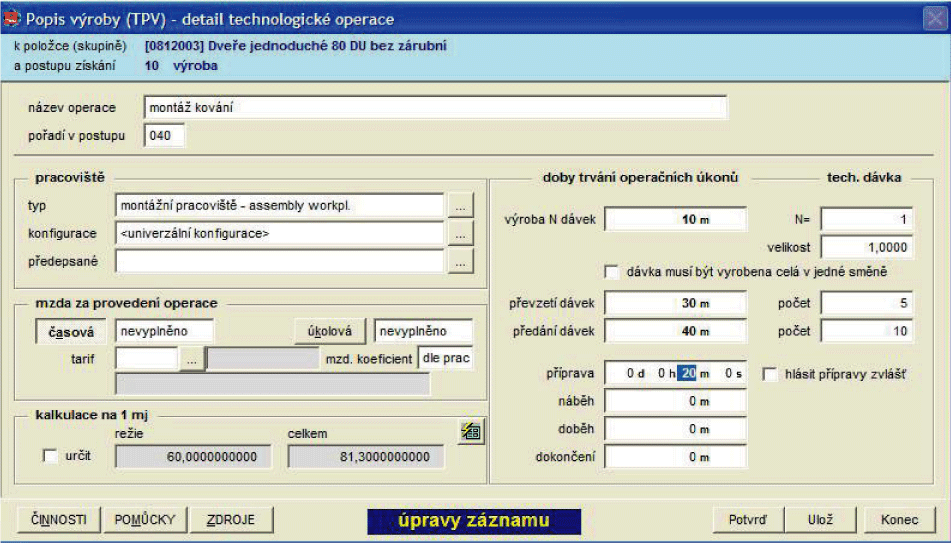
Základem pro automatizaci plánování a sledování výroby je technická příprava výroby (TPV), která je založena na hierarchických kusovnících, ve kterých se pomocí vazeb jednoznačně popíše, z jakých materiálů nebo polotovarů a v jakém množství se budou jednotlivé výrobky nebo sestavy vyrábět. Výrobky, polotovary i materiály popsané ve výrobě musí být současně jednoznačně definovány i ve skladech. Zároveň se v technologických postupech určí potřebné technologie (pracoviště), jejich pořadí a technologické časy. Pro plánování výroby jsou technologické časy velmi důležité. Jednodušší systémy rozlišují pouze jednotkový (resp. dávkový) a přípravný čas, pokročilejší systémy umožňují rozlišovat a zadávat celou řadu časů. Mohou to být časy mezioperační (na obr. 1 reprezentované časy převzetí a předání dávek), přípravné časy rozlišené podle toho, zda přípravná práce může probíhat v plánu souběžně s dokončováním předchozí operace (viz položka „příprava“ na obr. 1), nebo nemůže (viz položka „náběh“). Pro sériovou výrobu je také důležité mít možnost rozdělit větší výrobní dávky na menší tzv. předávací dávky, což umožní zaplánovat po sobě jdoucí operace téměř souběžně. Zpoždění zahájení následné operace je dáno součtem časů zpracování předávací dávky na předchozí operaci a mezioperačním časem.
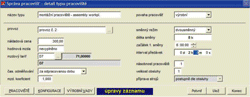
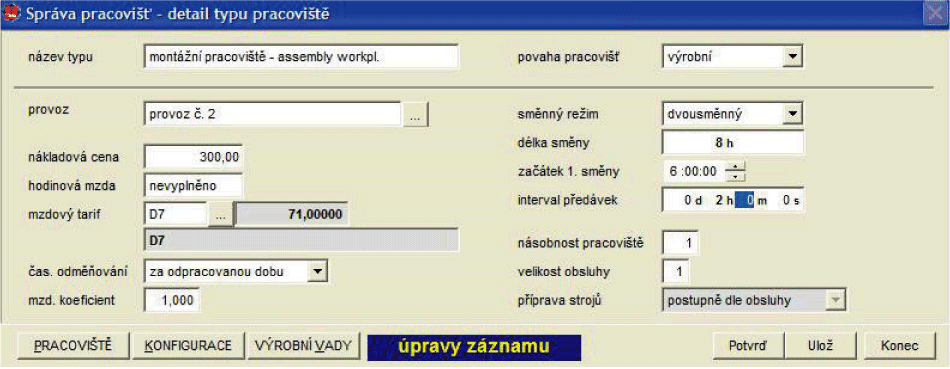
Zadávání údajů potřebných pro plánování a řízení výroby lze částečně automatizovat a zjednodušit používáním pomocných číselníků, jako jsou například číselníky provozů, pracovišť a vedlejších zdrojů. Z hlediska plánování jsou nejdůležitější číselníky pracovišť. Pracoviště se obecně nazývají hlavními výrobními zdroji. U nich se definují parametry pro vytváření kapacitních plánovacích kalendářů jednotlivých pracovišť nebo skupin pracovišť. Pokročilejší systémy umožňují zadávat nejen směnnost, délku pracovní směny, ale i rekonfigurační časy pro přenastavení pracoviště, násobnost pracoviště a způsob řazení přípravných časů v případech, kdy jeden pracovník obsluhuje více pracovišť současně. Pro plánování je dále důležité, aby systém dovoloval slučovat jednotlivá pracoviště do skupin shodného typu se shodnými technologickými časy pro stejné operace. To umožňuje odložit přidělování konkrétních pracovišť zakázkám do doby, kdy se daná zakázka zaplánovává. Plánovací program může pro zakázky dynamicky vybírat jednotlivá pracoviště shodného typu podle jejich aktuálního obsazení v plánu. Protože v některých firmách si nevystačí při plánování pouze s pracovišti a potřebují navíc v plánu zohlednit předpokládanou přítomnost či nepřítomnost pracovníků určitých profesí nebo dostupnost výrobních pomůcek, umožňují nejpokročilejší výrobní systémy definovat číselníky vedlejších, respektive simultánních výrobních zdrojů, definovat pro ně plánovací kalendáře a upravovat plán s ohledem na jejich aktuální dostupnost.
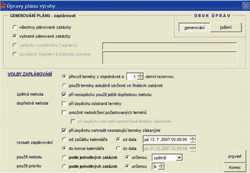
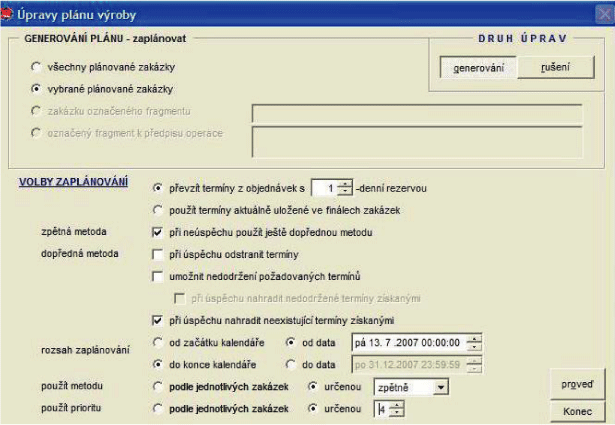
Plánování a sledování výroby vychází TPV. Komplexní systémy s integrovanou výrobou potom standardně umožňují převádět požadavky obchodu automaticky do výroby a podle TPV vytvářet výrobní příkazy k jejich zajištění. Výrobní příkazy se zpravidla zaplánují na příslušná pracoviště a provede se rezervace vstupního materiálu. Pro plánování jednotlivých zakázek se používá dopředná metoda, kdy se postupuje od první operace k poslední, nebo zpětná metoda, kdy se plánuje k předem danému termínu dokončení. Obě metody se dají kombinovat, dopředná metoda pak zpravidla slouží ke stanovení reálného termínu dokončení.
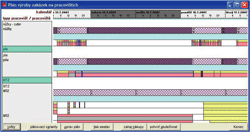
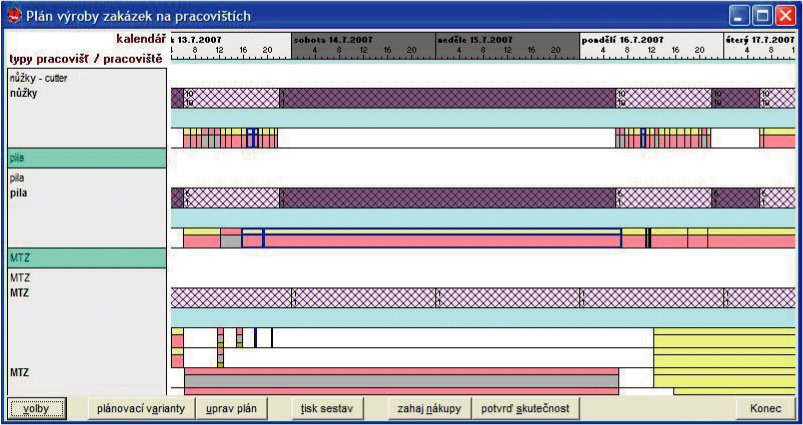
Kvalitní výrobní systémy v oblasti plánování a sledování výroby nabízejí mnoho dalších funkcí, které zvyšují jejich užitné vlastnosti a komfort obsluhy. Důležitá je těsná spolupráce se sklady. Na základě okamžitých stavů skladů polotovarů je možné místo příkazů k výrobě některé polotovary pouze vyskladnit a zkrátit tak celý výrobní cyklus. Se způsobem řízení skladových zásob souvisí i plánování výroby. Pokud plánovací systém umožňuje aktivně pracovat s dodacími lhůtami materiálů, dodávku materiálů a dílů od subdodavatelů lze načasovat tak, aby požadované vstupy byly k dispozici těsně před plánovaným použitím ve výrobě (just-in-time, JIT). Systém JIT výrazně snižuje výrobní náklady. Na něj může navazovat plánování výrobních zdrojů (manufacturing resource planning, MRP II). Systém MRP II umožňuje plánování požadavků na hlavní i vedlejší zdroje (pracoviště, stroje, pracovníci po profesích, přípravky), vytvářet základní plán výroby, plánování materiálových požadavků (MRP I) a nákup materiálu. Synchronizace dodávek materiálu s vlastní výrobou je dobře vidět na obr. 3. Dodávky materiálu jsou v plánu simulovány pracovištěm MTZ. Časově krátké operace (do jedné hodiny) na pracovišti MTZ znázorňují výdej okamžitě dostupného materiálu ze skladu, časově delší operace mají započítanou i dodací lhůtu (na obrázku tři dny), protože materiál nebyl při zaplánování dostupný. Na výdej materiálu časově navazují výrobní operace v pořadí daném technologickým postupem. Aby se plán výroby postupně příliš neodchyloval od reality, je nutné, aby IT systém pro řízení výroby umožňoval snadné a rychlé přeplánování výroby s ohledem na aktuální stav rozpracovanosti.
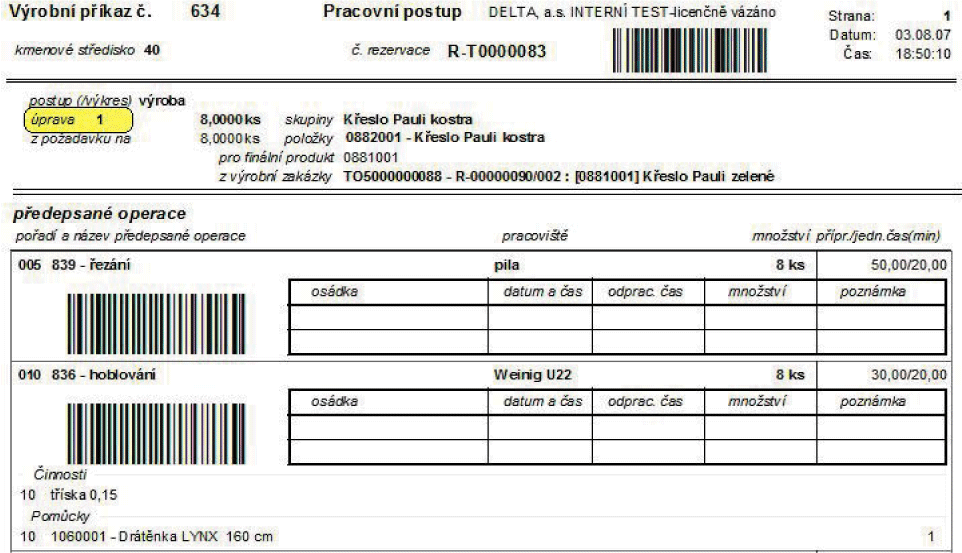
Na plánování výroby navazuje sledování výroby, které umožňuje po výdeji materiálu do výroby a předání průvodek s výrobními příkazy výrobním pracovníkům sledovat postupné dokončování jednotlivých operací na zakázkách. Výkony pracovníků na jednotlivých výrobcích a pracovištích se mohou evidovat pomocí pracovních lístků, pořizovat do systému a vyhodnocovat. Sledování výroby se výrazně zpřesní a zefektivní využitím technologie čárových kódů.
Pracovní výkony si jednotliví pracovníci mohou sami zadávat snímáním čárových kódů z výrobních průvodek. Protože tato technologie zaručuje minimální chybovost, lze zadávání provádět v reálném čase. Pro fungování kvalitního řídicího a plánovacího výrobního systému je zadávání výkonů v reálném čase nutnou podmínkou. S ohledem na skutečné plnění výroby lze pak snadněji reagovat na nepředvídané problémy ve výrobě jejím častějším operativním přeplánováním. Dlouhodobě lze takto také zpřesňovat technologické časy (normočasy) pro jejich další využití při plánování v budoucnu. Včasnost a přesnost takto vkládaných informací se pak pozitivně promítá do kvalitnějších manažerských rozhodnutí.
Pokročilejší systémy řízení výroby jsou založeny na maximálním využití špičkových informačních technologií. Kvalitní informační systém musí zajistit vysokou přesnost informací, hospodárnost formou snižování nákladů, rychlost zadávání dat a komplexní přehled o stavu výroby a zásob. Informace pak musí být dostupné pro všechny zainteresované pracovníky. Taková řešení pak umožňují výraznější orientaci na zákazníka s cílem zajištění jeho spokojenosti. Zavedením vhodného informačního systému včetně řízení výroby lze v podniku zvyšovat produktivitu práce a tím i vyrábět stále efektivněji.
Základem pro automatizaci plánování a sledování výroby je technická příprava výroby (TPV), která je založena na hierarchických kusovnících, ve kterých se pomocí vazeb jednoznačně popíše, z jakých materiálů nebo polotovarů a v jakém množství se budou jednotlivé výrobky nebo sestavy vyrábět. Výrobky, polotovary i materiály popsané ve výrobě musí být současně jednoznačně definovány i ve skladech. Zároveň se v technologických postupech určí potřebné technologie (pracoviště), jejich pořadí a technologické časy. Pro plánování výroby jsou technologické časy velmi důležité. Jednodušší systémy rozlišují pouze jednotkový (resp. dávkový) a přípravný čas, pokročilejší systémy umožňují rozlišovat a zadávat celou řadu časů. Mohou to být časy mezioperační (na obr. 1 reprezentované časy převzetí a předání dávek), přípravné časy rozlišené podle toho, zda přípravná práce může probíhat v plánu souběžně s dokončováním předchozí operace (viz položka „příprava“ na obr. 1), nebo nemůže (viz položka „náběh“). Pro sériovou výrobu je také důležité mít možnost rozdělit větší výrobní dávky na menší tzv. předávací dávky, což umožní zaplánovat po sobě jdoucí operace téměř souběžně. Zpoždění zahájení následné operace je dáno součtem časů zpracování předávací dávky na předchozí operaci a mezioperačním časem.
Zadávání údajů potřebných pro plánování a řízení výroby lze částečně automatizovat a zjednodušit používáním pomocných číselníků, jako jsou například číselníky provozů, pracovišť a vedlejších zdrojů. Z hlediska plánování jsou nejdůležitější číselníky pracovišť. Pracoviště se obecně nazývají hlavními výrobními zdroji. U nich se definují parametry pro vytváření kapacitních plánovacích kalendářů jednotlivých pracovišť nebo skupin pracovišť. Pokročilejší systémy umožňují zadávat nejen směnnost, délku pracovní směny, ale i rekonfigurační časy pro přenastavení pracoviště, násobnost pracoviště a způsob řazení přípravných časů v případech, kdy jeden pracovník obsluhuje více pracovišť současně. Pro plánování je dále důležité, aby systém dovoloval slučovat jednotlivá pracoviště do skupin shodného typu se shodnými technologickými časy pro stejné operace. To umožňuje odložit přidělování konkrétních pracovišť zakázkám do doby, kdy se daná zakázka zaplánovává. Plánovací program může pro zakázky dynamicky vybírat jednotlivá pracoviště shodného typu podle jejich aktuálního obsazení v plánu. Protože v některých firmách si nevystačí při plánování pouze s pracovišti a potřebují navíc v plánu zohlednit předpokládanou přítomnost či nepřítomnost pracovníků určitých profesí nebo dostupnost výrobních pomůcek, umožňují nejpokročilejší výrobní systémy definovat číselníky vedlejších, respektive simultánních výrobních zdrojů, definovat pro ně plánovací kalendáře a upravovat plán s ohledem na jejich aktuální dostupnost.
Plánování a sledování výroby vychází TPV. Komplexní systémy s integrovanou výrobou potom standardně umožňují převádět požadavky obchodu automaticky do výroby a podle TPV vytvářet výrobní příkazy k jejich zajištění. Výrobní příkazy se zpravidla zaplánují na příslušná pracoviště a provede se rezervace vstupního materiálu. Pro plánování jednotlivých zakázek se používá dopředná metoda, kdy se postupuje od první operace k poslední, nebo zpětná metoda, kdy se plánuje k předem danému termínu dokončení. Obě metody se dají kombinovat, dopředná metoda pak zpravidla slouží ke stanovení reálného termínu dokončení.
Kvalitní výrobní systémy v oblasti plánování a sledování výroby nabízejí mnoho dalších funkcí, které zvyšují jejich užitné vlastnosti a komfort obsluhy. Důležitá je těsná spolupráce se sklady. Na základě okamžitých stavů skladů polotovarů je možné místo příkazů k výrobě některé polotovary pouze vyskladnit a zkrátit tak celý výrobní cyklus. Se způsobem řízení skladových zásob souvisí i plánování výroby. Pokud plánovací systém umožňuje aktivně pracovat s dodacími lhůtami materiálů, dodávku materiálů a dílů od subdodavatelů lze načasovat tak, aby požadované vstupy byly k dispozici těsně před plánovaným použitím ve výrobě (just-in-time, JIT). Systém JIT výrazně snižuje výrobní náklady. Na něj může navazovat plánování výrobních zdrojů (manufacturing resource planning, MRP II). Systém MRP II umožňuje plánování požadavků na hlavní i vedlejší zdroje (pracoviště, stroje, pracovníci po profesích, přípravky), vytvářet základní plán výroby, plánování materiálových požadavků (MRP I) a nákup materiálu. Synchronizace dodávek materiálu s vlastní výrobou je dobře vidět na obr. 3. Dodávky materiálu jsou v plánu simulovány pracovištěm MTZ. Časově krátké operace (do jedné hodiny) na pracovišti MTZ znázorňují výdej okamžitě dostupného materiálu ze skladu, časově delší operace mají započítanou i dodací lhůtu (na obrázku tři dny), protože materiál nebyl při zaplánování dostupný. Na výdej materiálu časově navazují výrobní operace v pořadí daném technologickým postupem. Aby se plán výroby postupně příliš neodchyloval od reality, je nutné, aby IT systém pro řízení výroby umožňoval snadné a rychlé přeplánování výroby s ohledem na aktuální stav rozpracovanosti.
Na plánování výroby navazuje sledování výroby, které umožňuje po výdeji materiálu do výroby a předání průvodek s výrobními příkazy výrobním pracovníkům sledovat postupné dokončování jednotlivých operací na zakázkách. Výkony pracovníků na jednotlivých výrobcích a pracovištích se mohou evidovat pomocí pracovních lístků, pořizovat do systému a vyhodnocovat. Sledování výroby se výrazně zpřesní a zefektivní využitím technologie čárových kódů.
Pracovní výkony si jednotliví pracovníci mohou sami zadávat snímáním čárových kódů z výrobních průvodek. Protože tato technologie zaručuje minimální chybovost, lze zadávání provádět v reálném čase. Pro fungování kvalitního řídicího a plánovacího výrobního systému je zadávání výkonů v reálném čase nutnou podmínkou. S ohledem na skutečné plnění výroby lze pak snadněji reagovat na nepředvídané problémy ve výrobě jejím častějším operativním přeplánováním. Dlouhodobě lze takto také zpřesňovat technologické časy (normočasy) pro jejich další využití při plánování v budoucnu. Včasnost a přesnost takto vkládaných informací se pak pozitivně promítá do kvalitnějších manažerských rozhodnutí.
Pokročilejší systémy řízení výroby jsou založeny na maximálním využití špičkových informačních technologií. Kvalitní informační systém musí zajistit vysokou přesnost informací, hospodárnost formou snižování nákladů, rychlost zadávání dat a komplexní přehled o stavu výroby a zásob. Informace pak musí být dostupné pro všechny zainteresované pracovníky. Taková řešení pak umožňují výraznější orientaci na zákazníka s cílem zajištění jeho spokojenosti. Zavedením vhodného informačního systému včetně řízení výroby lze v podniku zvyšovat produktivitu práce a tím i vyrábět stále efektivněji.
Autor článku působí ve společnosti J.K.R.
Chcete získat časopis IT Systems s tímto a mnoha dalšími články z oblasti informačních systémů a řízení podnikové informatiky? Objednejte si předplatné nebo konkrétní vydání časopisu IT Systems z našeho archivu.
Časopis IT Systems / Odborná příloha
Archiv časopisu IT Systems



 Oborové a tematické přílohy
Oborové a tematické přílohy



 Kalendář akcí
Kalendář akcí
Formulář pro přidání akce


IT Systems podporuje
| 6.10. | Unicorn Banking Forum 2016 |
Formulář pro přidání akce
Další vybrané akce