

- Přehledy IS
- APS (20)
- BPM - procesní řízení (22)
- Cloud computing (IaaS) (10)
- Cloud computing (SaaS) (33)
- CRM (51)
- DMS/ECM - správa dokumentů (20)
- EAM (17)
- Ekonomické systémy (68)
- ERP (77)
- HRM (27)
- ITSM (6)
- MES (32)
- Řízení výroby (37)
- WMS (31)
- Dodavatelé IT služeb a řešení
- Datová centra (25)
- Dodavatelé CAD/CAM/PLM/BIM... (39)
- Dodavatelé CRM (33)
- Dodavatelé DW-BI (50)
- Dodavatelé ERP (71)
- Informační bezpečnost (50)
- IT řešení pro logistiku (45)
- IT řešení pro stavebnictví (25)
- Řešení pro veřejný a státní sektor (27)
Partneři sekce


Tematické sekce
 ERP systémy CRM systémy Plánování a řízení výroby AI a Business Intelligence DMS/ECM - Správa dokumentů HRM/HCM - Řízení lidských zdrojů EAM/CMMS - Správa majetku a údržby Účetní a ekonomické systémy ITSM (ITIL) - Řízení IT Cloud a virtualizace IT IT Security Logistika, řízení skladů, WMS IT právo GIS - geografické informační systémy Projektové řízení Trendy ICT E-commerce B2B/B2C CAD/CAM/CAE/PLM/3D tisk
ERP systémy CRM systémy Plánování a řízení výroby AI a Business Intelligence DMS/ECM - Správa dokumentů HRM/HCM - Řízení lidských zdrojů EAM/CMMS - Správa majetku a údržby Účetní a ekonomické systémy ITSM (ITIL) - Řízení IT Cloud a virtualizace IT IT Security Logistika, řízení skladů, WMS IT právo GIS - geografické informační systémy Projektové řízení Trendy ICT E-commerce B2B/B2C CAD/CAM/CAE/PLM/3D tiskBranžové sekce
| Přihlaste se k odběru newsletteru SystemNEWS, který každý týden přináší výběr článků z oblasti podnikové informatiky | |
 | |

Partneři webu

IT řešení pro výrobní podniky 2 , Plánování a řízení výroby




Vývoj a výroba prototypu v IS KARAT
s podporou výrobních modulů a DMS
Ing. Martin Foral
 Při vývoji nového zařízení, kdy konstruktér začíná prakticky od nuly, je nutné na cestě k finálnímu výrobku překonat i nástrahy samotné výroby a jejího zahájení. V tomto procesu i po něm dochází k rychlým změnám. Konstruktér se zpravidla procesu účastní při zahájení výroby, během ní a následně i při montáži. Musí jednak řešit technologické požadavky a zpětnou vazbu z výroby, jednak zajistit dokumentaci skutečného stavu tak, aby v případě následné výroby více kusů byla výroba co nejvíce samostatná. I tomu dopomáhá důmyslné propojení PDM systému, DMS a výrobních modulů IS KARAT. Zvláště v případě, kdy se při výrobě spoléháme pouze na externí dodavatele, a tudíž je důležité mít pod kontrolou i pohyb jednotlivých dílů.
Při vývoji nového zařízení, kdy konstruktér začíná prakticky od nuly, je nutné na cestě k finálnímu výrobku překonat i nástrahy samotné výroby a jejího zahájení. V tomto procesu i po něm dochází k rychlým změnám. Konstruktér se zpravidla procesu účastní při zahájení výroby, během ní a následně i při montáži. Musí jednak řešit technologické požadavky a zpětnou vazbu z výroby, jednak zajistit dokumentaci skutečného stavu tak, aby v případě následné výroby více kusů byla výroba co nejvíce samostatná. I tomu dopomáhá důmyslné propojení PDM systému, DMS a výrobních modulů IS KARAT. Zvláště v případě, kdy se při výrobě spoléháme pouze na externí dodavatele, a tudíž je důležité mít pod kontrolou i pohyb jednotlivých dílů.
V tomto článku nabízím především pohled z praxe na vývoj nového produktu. Jako konstruktér a vývojář zařízení pro radiační ochranu si pamatuji v naší firmě dobu, kdy si konstruktér v rámci vývoje nového zařízení vše hlídal a zadával sám a sám řešil i samotnou logistiku všech nakupovaných položek i vyráběných dílů. Dnes, po takřka čtyřleté zkušenosti s informačním systémem KARAT (dále IS KARAT), si při výrobě a vývoji nového zařízení užívám komfort, kdy si nemusím pamatovat, do které krabice a kam jsem kterou věc uložil, navíc v situaci, kdy je naše firma závislá na kooperacích, a termíny dodání se proto pohybují v delších časových horizontech. Dále je nutné zmínit, že v naší firmě neexistuje pozice technologa, ale nahrazuje ji sám konstruktér. I v případě využití informačního systému – a dovolím si tvrdit, že i při využití určité automatizace procesů – jsou stále důležitým faktorem spolupracovníci. Ale dostanou-li spolehlivý nástroj, značně to usnadní vývoj a prototypovou výrobu.
Základní úkoly v rámci prototypové výroby:
- Pořízení kusovníků a výrobní dokumentace v PDM.
- Technická příprava výroby (TPV).
- Zaplánování výroby.
- Nákup materiálu.
- Kooperace a samotná výroba – zajištění kapacit a plánování.
- Montáž prototypu a zpracování změn a zpětné vazby z výroby.
- Dokumentace skutečného stavu a následná výroba.
Prvním zásadním krokem celého procesu vývoje a výroby prototypu produktu je pořízení jeho kusovníku v systému správy dat Autodesk VAULT (dále PDM), který je předán do IS KARAT přes jeho vlastní CAD rozhraní. Systém PDM je také propojen se správou dokumentů (DMS) informačního systému. V tomto kroku pořízení dokumentace do IS KARAT je proces plně propojen se schvalovacími procesy v PDM a do DMS jsou nahrávány vždy kompletní podklady pro výrobu, a to jak výkres ve formátu PDF, tak podpora pro CNC stroje (3D model ve formátu STEP a v případě plechových dílů i 2D model DXF). Tato dokumentace je v DMS verzována a automaticky uvolněna k náhledu pro příslušný technologický postup v modulu Technické přípravy výroby (dále TPV) na základě informací z pořizovaného kusovníku. Tím je zajištěno pořízení platné výrobní dokumentace.
Dalším důležitým krokem je stanovit způsob výroby prototypu, tzn. definovat operace v technologickém postupu a připravit jej pro zahájení výroby. Zde má konstruktér možnost zasáhnout a pohodlně doplnit kusovníky technologického postupu o nutné rezervy. Tuto možnost nabízí i PDM, ale prostředí IS KARAT je flexibilnější. Další možnost je tyto počty upravit na zakázkovém postupu, který vzniká z technologického postupu a je podkladem pro výrobu. V tomto kroku je důležitá komunikace mezi jednotlivými uživateli (konstruktér–plánování–výroba).
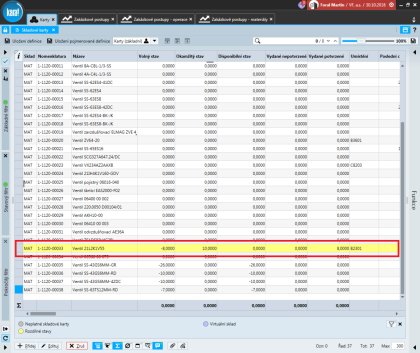
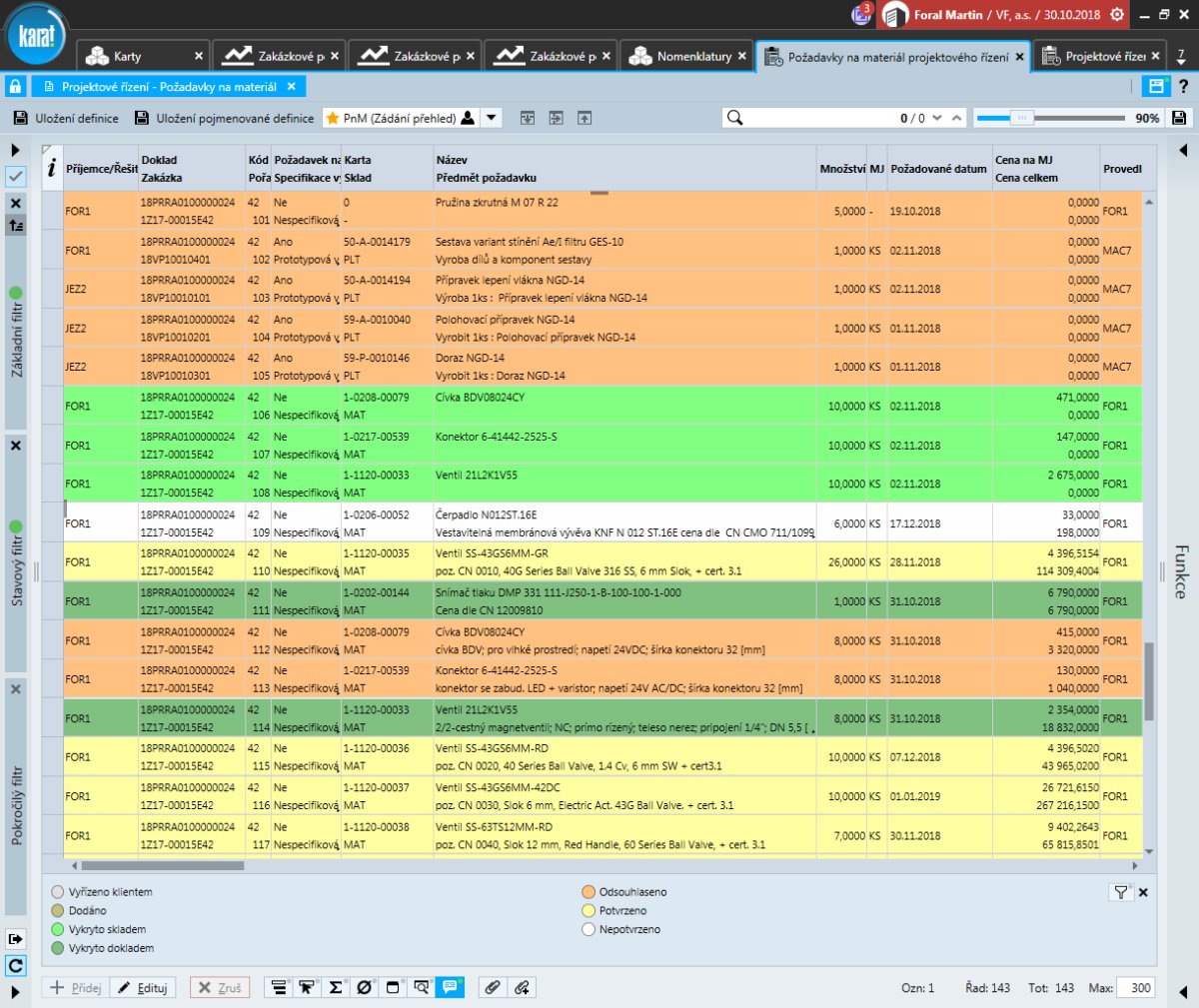
Po zadání a nastavení TPV následuje vytvoření požadavku na výrobu. Konstruktér v modulu Projektové řízení IS KARAT zadá požadavek v příslušné etapě projektu. To je důležité, aby byla správně určena zakázka a náklady na vývoj a výrobu byly striktně odděleny od další následné vícekusové výroby. Celý požadavek je zadáván pouze přes nomenklaturu (položku). V této fázi má již konstruktér technologický postup ve stavu, který umožňuje generování zakázkového postupu. Zadáním požadavku na výrobu dává pokyn k tvorbě výrobních příkazů – interních objednávek, z nichž je následně zakázkový postup generován.
Zakázkový postup je kopií technologického postupu, ze kterého je generován, a to pouze jednou. I zde je tedy možnost do zadání výroby vstupovat, např. upravit počty kusů nakupovaných dílů i polotovarů nebo doplnit nakupované díly a polotovary. Tato možnost představuje u tohoto typu výroby velkou výhodu, protože umožňuje jednoduše a přehledně zasáhnout do celého procesu výroby. Není tedy ovlivněn kusovník pořízený z PDM a zároveň je vše uloženo v zakázkovém postupu. Dále je zde i možnost doplňovat díly a polotovary v průběhu samotné výroby.
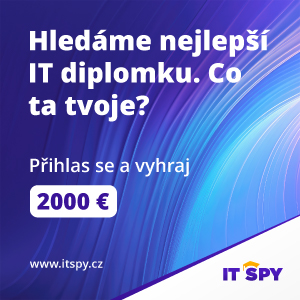
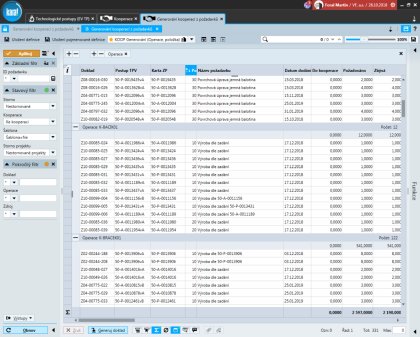
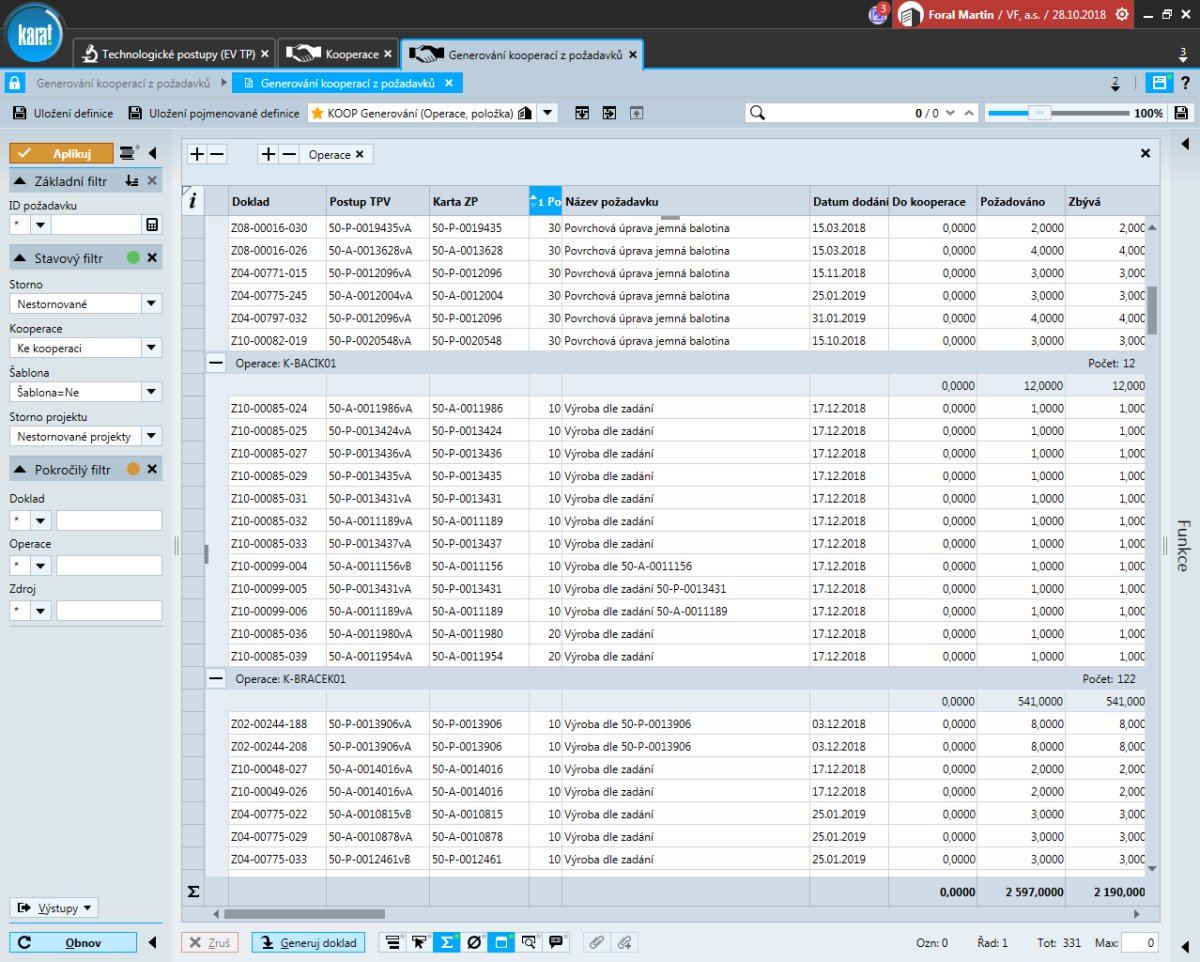
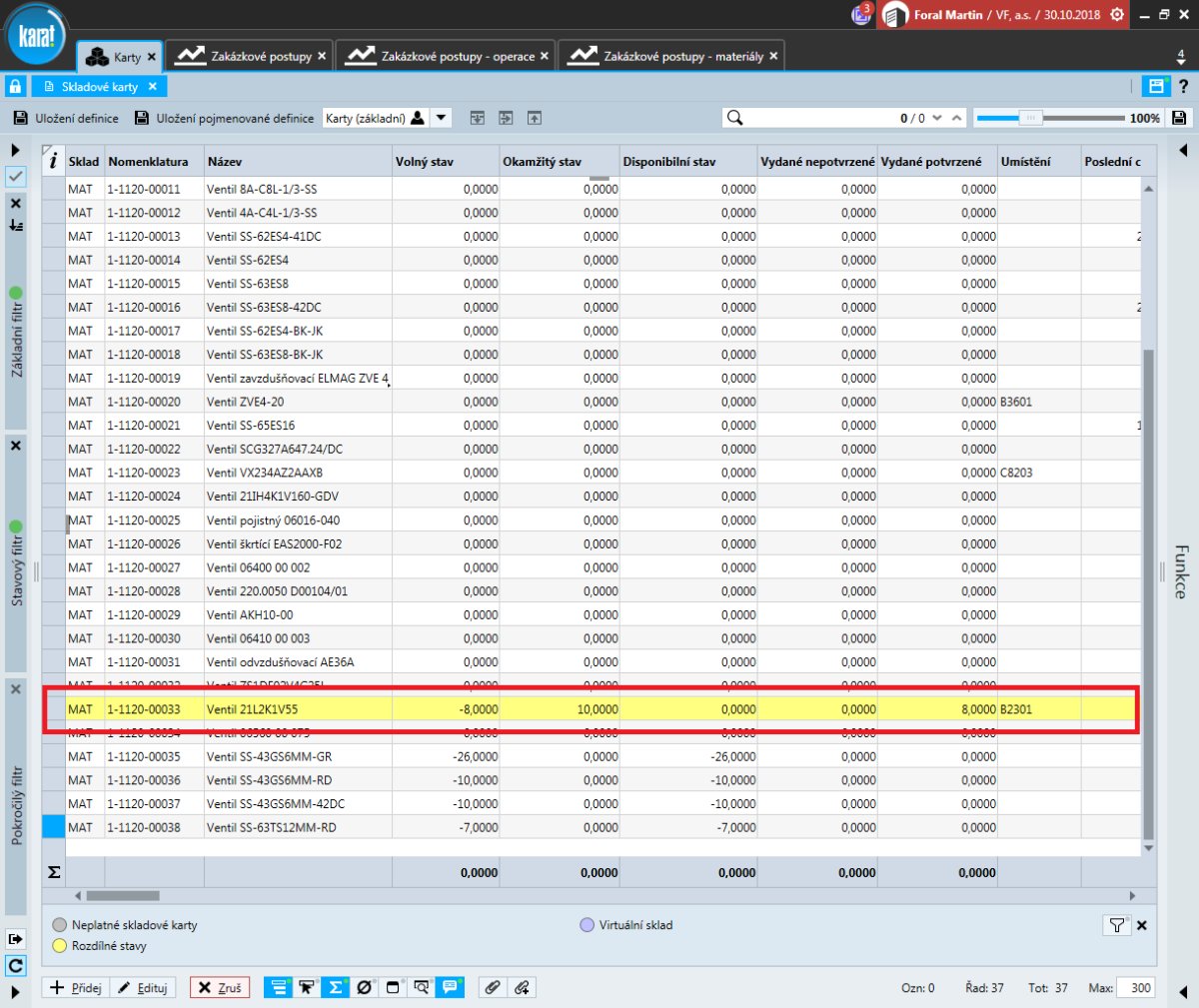
Před potvrzením zakázkového postupu lze dohledat aktuální stav jednotlivých položek, což umožňuje případné vykrytí ze skladu, kdy například předcházel jiný vývoj a tyto polotovary nebo materiály jsou k dispozici. Po potvrzení zakázkového postupu dojde ke spuštění samotného procesu výroby. Jsou vytvořeny požadavky na jednotlivé polotovary a materiály, což se ihned projeví na příslušných skladových kartách nomenklatur. Tyto stavy jsou hlášeny notifikacemi, takže pracovník logistiky (nákupčí) může bezprostředně reagovat a objednávat. Pro kooperace a výrobu polotovarů to platí podobně, kdy se vygenerují požadavky a založí příslušné doklady k definovaným „kooperantům“ a následně je možné zahájit výrobu. Pro tento proces je v IS KARAT k dispozici funkce Generování kooperací z požadavků v modulu Kooperace. Tato funkce zajistí vygenerování dokladů z operací požadovaných v zakázkovém postupu, a to ve stanoveném pořadí. Tato návaznost představuje významný benefit, zvláště pro tento typ výroby. Výhodou je i propojení modulu Kooperace s DMS. V praxi to znamená, že pracovník odpovědný za objednání výrobků vidí u každého vygenerovaného dokladu aktuální uvolněnou dokumentaci, která byla pořízena v předchozím kroku ve spolupráci PDM a DMS IS KARAT. Náhled dokumentace je svázán se zakázkovým postupem, který obsahuje vazbu na technologický postup. Doplnění dokumentace (např. doplnění kóty, doplnění poznámek pro výrobu) je to v tomto kroku otázkou minut a krátké komunikace mezi konstruktérem a oddělením výroby zajišťujícím kooperace. Oprava dokumentace navíc probíhá bez komunikace kusovníku. Konstruktér v CAD systému a v PDM opraví výkres (vlastní schvalovací procesy PDM). DMS na základě předchozí komunikace kusovníků přiřadí výkresy (a ostatní podklady) ke správnému technologickému postupu, kde pouze navýší verzi dokumentu. Všechny verze dokumentu jsou dostupné k náhledu, avšak poslední nejaktuálnější verze je verze uvolněná (platná pro výrobu). Výrobní dokumentaci je možné z dokladu kooperace odeslat dodavateli. K zajištění správnosti výroby je při generování kooperační objednávky nutné zajistit označení příslušné revize vyráběné součásti.
Prototypová výroba vyžaduje účast konstruktéra i při samotné výrobě jednotlivých komponent, a to i v případě výroby v kooperacích. Proto je nutné zajistit a zaplánovat jednotlivé kroky výroby postupně tak, aby byla vyžádána pozornost konstruktéra ve správný čas a aby byly jednotlivé díly fyzicky k dispozici. V této části procesu výroby poskytuje IS KARAT v modulu Kooperace uživateli informaci o vykrytí a dodání jednotlivých výrobků. Tímto způsobem lze dále postupovat a přehledně vyrábět. Důležitým prvkem tohoto způsobu je shromažďování nakupovaného materiálu i polotovarů v připraveném a vymezeném prostoru. Informace o umístění ve skladu materiálu nebo polotovarů je evidováno příslušnými účastníky procesu (odd. logistiky nebo odd. výroby). Jednotlivé přebírání materiálu je v IS KARAT řešeno odvedením operace a přikročením k operaci další, čímž je zajištěna souslednost.
Po dokončení výroby jednotlivých dílů jsou tyto shromážděny v příslušném umístění nebo skladu. Umístění je opět označeno v souladu s doklady zakázkových postupů a příslušných kooperačních dokladů. U nakupovaného materiálu je informace o uložení zanesena přímo do příslušného záznamu zakázkového postupu. Vzhledem k tomu, že i následná montáž probíhá za přímé účasti konstruktéra, nebo si dokonce konstruktér skládá prototyp sám, je velice jednoduché vyrobené a nakupované díly dohledat podle jejich umístění.
Prototypová výroba u nás přebírá mnoho poznatků z výroby opakované, kdy jsou již jasně definovány a odzkoušeny jednotlivé operace a výroba probíhá bez účasti konstruktéra. Při opakované výrobě je konstruktér povolán pouze v případě chyby, ať už konstrukční nebo výrobní, a to pouze proto, aby jako garant výrobku posoudil a vymyslel případnou úpravu či změnu.
V tomto procesu výroby je důležité i změnování a zanesení poznatků z výroby do vlastní dokumentace tak, aby vznikl její skutečný stav. Důležité je, aby konstruktér připravil dokumentaci tak, aby další výroba mohla proběhnout bez jeho účasti, což je cíl, který se mimo jiné díky důmyslnému propojení PDM, DMS a IS KARAT daří naplňovat. V případě změn nebo výroby dalších revizí je vždy rozhodováno o způsobu provedení v závislosti na povaze změny a jejím vlivu. Nicméně díky nástrojům dostupným v IS KARAT, a především propojení s DMS, které je provázáno napříč moduly, se tyto změny daří podchytit. Výsledná dokumentace tak vždy odpovídá skutečnému stavu.
Přestože vývoj a výroba prototypu začínají v podstatě od nuly, i v tomto případě může nastat situace, že se zařízení skládá z některých produktů, které jsou již hotové nebo využívají určitou funkční část jiného produktu. Tyto produkty či části je nutné vyrobit před zahájením vlastního vývoje z důvodu časové úspory nebo z důvodu plánování výroby a kapacit. Ani v těchto případech však není nutné čekat na finální kusovník. Konstruktér může z již schválených položek (výrobky nebo nakupovaný materiál) složit tzv. předvýrobní kusovník. Tyto položky mají schválené a uvolněné vlastní kusovníky a jsou již v informačním systému založeny a uvolněny pro výrobu, a to včetně výrobní dokumentace. Zde je důležité zmínit předpoklad, že informační systém a jeho DMS je jediným nositelem platných dat. Tento „předvýrobní“ kusovník se následně pořídí do informačního systému. Zajistí se požadavek na výrobu a následně může být „předvýroba“ spuštěna. Následně jsou takto vyrobené díly uloženy na skladě a připravené k použití. Je-li znám zadavatel výroby (manažer projektů nebo na základě zadávacího listu), lze takové kusovníky nebo výrobní požadavky vyřídit z platných dat v informačním systému. Konstruktér v takovém případě obdrží informaci, že některé díly jsou již zajištěny, a může sledovat jejich vykrytí.
Zavedením Projektového řízení a využívání výrobních modulů v IS KARAT byl do prototypové výroby vnesen určitý řád. Projektové řízení nám umožňuje jasně definovat jednotlivé výrobní etapy a tím získat přehled o nákladech na výrobu. Samotné propojení PDM a DMS s jednotlivými výrobními moduly může být v některých ohledech pro konstruktéra svazující, avšak výsledek v podobě platné výrobní dokumentace výrazně šetří čas v následující výrobě, kdy je účast konstruktéra žádoucí až v době montáže. Další nespornou výhodou je logistika dílů a materiálu, kdy je možné díky jednoznačné identifikaci spolehlivě sledovat jejich pohyb. Přínosem samotné výroby přes moduly IS KARAT je souslednost jednotlivých operací a následné objednávání výroby. Jako další krok v rozvoji by bylo užitečné detailnější plánování v kooperacích, zejména podrobnější plánování kapacity dodavatelů a předávání informací o stavu výroby v rámci komunikace s ostatními účastníky projektu.
 |
Ing. Martin Foral Autor článku je konstruktér, správce PDM a klíčový uživatel ERP KARAT ve společnosti VF, a. s. |
Chcete získat časopis IT Systems s tímto a mnoha dalšími články z oblasti informačních systémů a řízení podnikové informatiky? Objednejte si předplatné nebo konkrétní vydání časopisu IT Systems z našeho archivu.
Časopis IT Systems / Odborná příloha
Archiv časopisu IT Systems



 Oborové a tematické přílohy
Oborové a tematické přílohy



 Kalendář akcí
Kalendář akcí
Formulář pro přidání akce


| Po | Út | St | Čt | Pá | So | Ne |
| 1 | 2 | 3 | 4 | 5 | ||
| 6 | 7 | 8 | 9 | 10 | 11 | 12 |
| 13 | 14 | 15 | 16 | 17 | 18 | 19 |
| 20 | 21 | 22 | 23 | 24 | 25 | 26 |
| 27 | 28 | 29 | 30 | 31 | 1 | 2 |
| 3 | 4 | 5 | 6 | 7 | 8 | 9 |
IT Systems podporuje
| 6.10. | Unicorn Banking Forum 2016 |
Formulář pro přidání akce
Další vybrané akce