

- Přehledy IS
- APS (20)
- BPM - procesní řízení (22)
- Cloud computing (IaaS) (10)
- Cloud computing (SaaS) (33)
- CRM (51)
- DMS/ECM - správa dokumentů (20)
- EAM (17)
- Ekonomické systémy (68)
- ERP (77)
- HRM (27)
- ITSM (6)
- MES (32)
- Řízení výroby (37)
- WMS (31)
- Dodavatelé IT služeb a řešení
- Datová centra (25)
- Dodavatelé CAD/CAM/PLM/BIM... (39)
- Dodavatelé CRM (33)
- Dodavatelé DW-BI (50)
- Dodavatelé ERP (71)
- Informační bezpečnost (50)
- IT řešení pro logistiku (45)
- IT řešení pro stavebnictví (25)
- Řešení pro veřejný a státní sektor (27)
Partneři sekce

Tematické sekce
 ERP systémy CRM systémy Plánování a řízení výroby AI a Business Intelligence DMS/ECM - Správa dokumentů HRM/HCM - Řízení lidských zdrojů EAM/CMMS - Správa majetku a údržby Účetní a ekonomické systémy ITSM (ITIL) - Řízení IT Cloud a virtualizace IT IT Security Logistika, řízení skladů, WMS IT právo GIS - geografické informační systémy Projektové řízení Trendy ICT E-commerce B2B/B2C CAD/CAM/CAE/PLM/3D tisk
ERP systémy CRM systémy Plánování a řízení výroby AI a Business Intelligence DMS/ECM - Správa dokumentů HRM/HCM - Řízení lidských zdrojů EAM/CMMS - Správa majetku a údržby Účetní a ekonomické systémy ITSM (ITIL) - Řízení IT Cloud a virtualizace IT IT Security Logistika, řízení skladů, WMS IT právo GIS - geografické informační systémy Projektové řízení Trendy ICT E-commerce B2B/B2C CAD/CAM/CAE/PLM/3D tiskBranžové sekce
| Přihlaste se k odběru newsletteru SystemNEWS, který každý týden přináší výběr článků z oblasti podnikové informatiky | |
 | |

Partneři webu

IT SYSTEMS 7-8/2006 , Plánování a řízení výroby
 Moderními metodami řízení výrobního podniku se to dnes jen hemží. Určitě jste slyšeli pojmy jako lean manufacturing, APS (advanced planning and scheduling), kanban, JIT a další. Jak ale spolu souvisí? Kterou z nich použít? Na kterou z nich se vůbec podrobněji podívat? To jsou otázky, které si kladou manažeři výrobních podniků v souvislosti s potřebou neustálého zlepšování firemních ukazatelů. V tomto článku se zaměříme na souvislosti mezi konceptem lean manufacturing a moderními plánovacími systémy APS.
Moderními metodami řízení výrobního podniku se to dnes jen hemží. Určitě jste slyšeli pojmy jako lean manufacturing, APS (advanced planning and scheduling), kanban, JIT a další. Jak ale spolu souvisí? Kterou z nich použít? Na kterou z nich se vůbec podrobněji podívat? To jsou otázky, které si kladou manažeři výrobních podniků v souvislosti s potřebou neustálého zlepšování firemních ukazatelů. V tomto článku se zaměříme na souvislosti mezi konceptem lean manufacturing a moderními plánovacími systémy APS.



Lean manufacturing není metoda, je to koncept, který lze vyjádřit ve zkratce jednou větou: „…z čím dál méně dělat čím dál více.“ Největšími „nepřáteli“ lean manufacturing jsou plýtvání a časové zpoždění. Mezi plýtvání patří:
Svět lean manufacturing lze aplikovat do všech tří oblastí, kterými se zabývají výrobní podniky: vývoje, plánování a realizace. Informační systémy dnes podporují lean koncept ve všech těchto oblastech, ani o tom možná nevíte. V realizaci jsou to třeba systémy workflow nebo zadávání zakázek s okamžitým zaplánováním pomocí ATP/CTP (available/capable to promise). My se ale podrobněji zaměříme na podporu v oblasti plánování, a to na skupiny metod serial pull a broadcast pull.

Obr. 1: Zjednodušené schéma skupiny metod plánování serial pull
Mezi metody serial pull patří kanban, Toyota production system, supermarket system, reorder point system (bod objednání) a JIT (just-in-time). Primárně jsou zaměřené na redukci plýtvání. Pouze se nahradí, co se použilo. V praxi informačních systémů je dnes nejčastěji použita metoda reorder point (obr. 2).
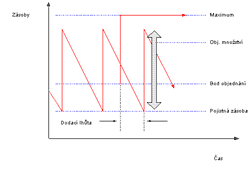
Obr. 2: Metoda reorder point
Zásoby se postupně čerpají. V momentě dosažení bodu objednání se vygeneruje požadavek ke zdroji v množství objednávané dávky. Rozdíl mezi bodem objednání a pojistnou zásobou by měl pokrýt průměrnou spotřebu za období rovné dodací lhůtě. Maximum je množství, které bude na skladě v nejhorším případě, kdy se v době objednání přestane položka spotřebovávat. Největší přínosy serial pull:
Obr. 3: Schéma metody broadcast pull
Největší přínosy broadcast pull:
Obr. 4: Hybridní přístup – kombinace serial pull a broadcast pull
Použijte serial pull v oblasti doplňování. Získáte tak výhody nastavení maximálních zásob a zjednodušeného způsobu plánování a řízení výroby. Plánujte pomocí broadcast pull v oblasti plnění, kde využijete výhod uvolňování přesně dle požadavků zákazníků. Přínosy hybridního přístupu:
Jak na štíhlou výrobu?
Bogdan Heczko
Moderními metodami řízení výrobního podniku se to dnes jen hemží. Určitě jste slyšeli pojmy jako lean manufacturing, APS (advanced planning and scheduling), kanban, JIT a další. Jak ale spolu souvisí? Kterou z nich použít? Na kterou z nich se vůbec podrobněji podívat? To jsou otázky, které si kladou manažeři výrobních podniků v souvislosti s potřebou neustálého zlepšování firemních ukazatelů. V tomto článku se zaměříme na souvislosti mezi konceptem lean manufacturing a moderními plánovacími systémy APS. Lean manufacturing není metoda, je to koncept, který lze vyjádřit ve zkratce jednou větou: „…z čím dál méně dělat čím dál více.“ Největšími „nepřáteli“ lean manufacturing jsou plýtvání a časové zpoždění. Mezi plýtvání patří:
- chyby, které potřebují nápravu,
- výroba položek, které nikdo nepotřebuje,
- provádění činností, které nejsou potřeba,
- bezdůvodný pohyb lidí nebo materiálu,
- čekání následných zdrojů z důvodu zpožděných aktivit na zdrojích předchozích.
Svět lean manufacturing lze aplikovat do všech tří oblastí, kterými se zabývají výrobní podniky: vývoje, plánování a realizace. Informační systémy dnes podporují lean koncept ve všech těchto oblastech, ani o tom možná nevíte. V realizaci jsou to třeba systémy workflow nebo zadávání zakázek s okamžitým zaplánováním pomocí ATP/CTP (available/capable to promise). My se ale podrobněji zaměříme na podporu v oblasti plánování, a to na skupiny metod serial pull a broadcast pull.
Serial pull
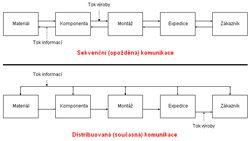
Z anglického překladu lze tuto skupinu metod definovat jako „tah požadavku v sérii neboli postupně“ (obr. 1). Pro představu uvedeme příklad: zákazník si objedná výrobek, čímž definuje požadavek na sklad, s časem (dle typu metody a nastavení systému) se požadavek přenese ze skladu na poslední operaci ve výrobě, poslední operace si poptá předposlední operaci atd. až na první operaci, první operace si poptá materiál na skladě nakupovaného materiálu a sklad si poptá materiál u dodavatele. Každý z těchto kroků může probíhat v různých množstvích, časových intervalech s různými pojistnými zásobami, dávkami atd. Nicméně princip je pořád stejný. Dokud si „nástupce“ nepoptá u svého „předchůdce“, který je vzdálen právě jeden krok, žádný výrobek ani služba se neposkytne.
Obr. 1: Zjednodušené schéma skupiny metod plánování serial pull
Mezi metody serial pull patří kanban, Toyota production system, supermarket system, reorder point system (bod objednání) a JIT (just-in-time). Primárně jsou zaměřené na redukci plýtvání. Pouze se nahradí, co se použilo. V praxi informačních systémů je dnes nejčastěji použita metoda reorder point (obr. 2).
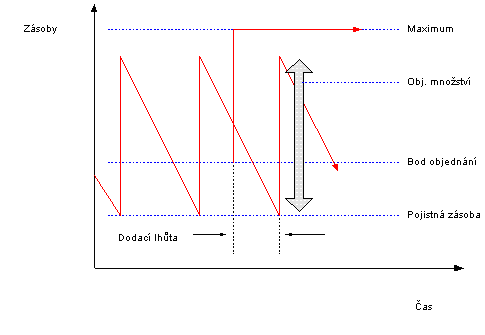
Obr. 2: Metoda reorder point
Zásoby se postupně čerpají. V momentě dosažení bodu objednání se vygeneruje požadavek ke zdroji v množství objednávané dávky. Rozdíl mezi bodem objednání a pojistnou zásobou by měl pokrýt průměrnou spotřebu za období rovné dodací lhůtě. Maximum je množství, které bude na skladě v nejhorším případě, kdy se v době objednání přestane položka spotřebovávat. Největší přínosy serial pull:
- zajišťuje akceptovatelnou úroveň rizika nedostatku položky – zlepšuje úroveň služeb zákazníkům,
- jednoduchá implementace – snižuje provozní náklady,
- nastavuje limity zásob – minimalizuje zahlcení skladů a snižuje průměrné zásoby.
Broadcast pull (APS)
Broadcast pull je primárně zaměřeno na redukci časového zpoždění. Princip se na rozdíl od serial pull liší tím, že žádný výrobek ani služba se neposkytne, dokud si zákazník nepoptá koncové položky. Jinými slovy: nahradí se to, co víme, že použijeme. U metod broadcast pull dochází k okamžitému informování všech zdrojů o budoucí poptávce a rovněž o změnách. Oproti serial pull tak můžou ihned na změnu reagovat (obr. 3).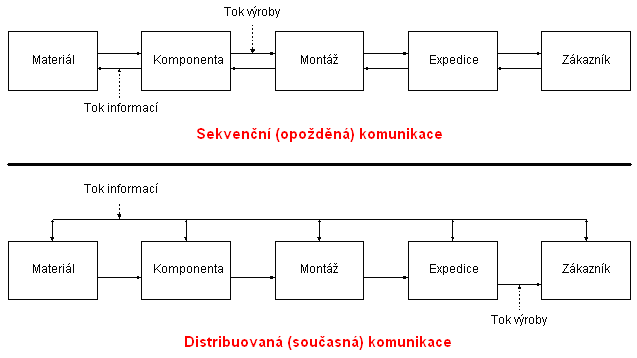
Obr. 3: Schéma metody broadcast pull
Největší přínosy broadcast pull:
- orientuje veškeré aktivity na zákazníkem požadované datum – minimalizuje zahlcení skladů a snižuje průměrné zásoby,
- zaměřuje se na každého individuálního zákazníka – zlepšuje úroveň služeb zákazníkům,
- plánuje tok výroby s minimálním přerušováním – minimalizuje průběžnou dobu.
Kterou metodu použít?
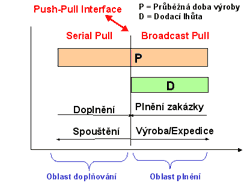
Serial pull je vhodné pro hromadnou výrobu s relativně stabilní poptávkou – většinou výroba na sklad. Broadcast pull je vhodné pro položky zpracovávané v malém množství, často konfigurovatelné, tzn. výroba na zakázku, ale rovněž i pro hromadnou výrobu s relativně stabilní poptávkou, tedy výrobu na sklad. Není tedy broadcast pull lepší? Pokud se použije správně, může vždy dosáhnout broadcast pull lepších výsledků než serial pull. Například ve skladech:- broadcast pull (APS) – minimalizuje zásoby,
- serial pull – řídí maximální zásoby.
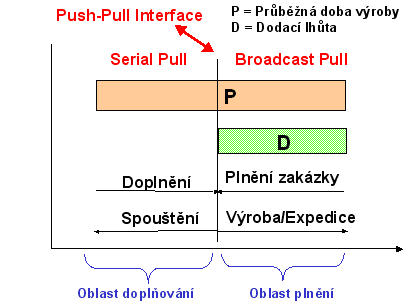
Obr. 4: Hybridní přístup – kombinace serial pull a broadcast pull
Použijte serial pull v oblasti doplňování. Získáte tak výhody nastavení maximálních zásob a zjednodušeného způsobu plánování a řízení výroby. Plánujte pomocí broadcast pull v oblasti plnění, kde využijete výhod uvolňování přesně dle požadavků zákazníků. Přínosy hybridního přístupu:
- táhne výrobu od data požadavku zákazníka a současně nastavuje limity na zásoby komponent – minimalizuje zahlcení skladů a snižuje průměrné zásoby, snižuje časové zpoždění,
- zaměřuje se na každého zákazníka individuálně a zajišťuje akceptovatelnou úroveň rizika nedostatku položky – zlepšuje úroveň služeb zákazníkům,
- plánuje tok výroby s minimálním přerušováním – minimalizuje průběžnou dobu a snižuje provozní náklady.
Závěr
„Lean“ je více než jednoduché pull systémy. Aby se dosáhlo maximálních přínosů, je třeba aplikovat hybridní přístup k lean plánování:- serial pull (reorder point) pro položky s většími objemy (nakupované nebo komponenty),
- broadcast pull (APS) pro výrobu nebo montáž na zakázku.
Chcete získat časopis IT Systems s tímto a mnoha dalšími články z oblasti informačních systémů a řízení podnikové informatiky? Objednejte si předplatné nebo konkrétní vydání časopisu IT Systems z našeho archivu.











| Po | Út | St | Čt | Pá | So | Ne |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 |
| 8 | 9 | 10 | 11 | 12 | 13 | 14 |
| 15 | 16 | 17 | 18 | 19 | 20 | 21 |
| 22 | 23 | 24 | 25 | 26 | 27 | 28 |
| 29 | 30 | 1 | 2 | 3 | 4 | 5 |
| 6 | 7 | 8 | 9 | 10 | 11 | 12 |
IT Systems podporuje
| 6.10. | Unicorn Banking Forum 2016 |
Formulář pro přidání akce
Další vybrané akce
| 30.9. | Konference Světlo |