

- Přehledy IS
- APS (20)
- BPM - procesní řízení (22)
- Cloud computing (IaaS) (10)
- Cloud computing (SaaS) (33)
- CRM (51)
- DMS/ECM - správa dokumentů (20)
- EAM (17)
- Ekonomické systémy (68)
- ERP (77)
- HRM (27)
- ITSM (6)
- MES (32)
- Řízení výroby (37)
- WMS (31)
- Dodavatelé IT služeb a řešení
- Datová centra (25)
- Dodavatelé CAD/CAM/PLM/BIM... (39)
- Dodavatelé CRM (33)
- Dodavatelé DW-BI (50)
- Dodavatelé ERP (71)
- Informační bezpečnost (50)
- IT řešení pro logistiku (45)
- IT řešení pro stavebnictví (25)
- Řešení pro veřejný a státní sektor (27)
Partneři sekce

Tematické sekce
 ERP systémy CRM systémy Plánování a řízení výroby AI a Business Intelligence DMS/ECM - Správa dokumentů HRM/HCM - Řízení lidských zdrojů EAM/CMMS - Správa majetku a údržby Účetní a ekonomické systémy ITSM (ITIL) - Řízení IT Cloud a virtualizace IT IT Security Logistika, řízení skladů, WMS IT právo GIS - geografické informační systémy Projektové řízení Trendy ICT E-commerce B2B/B2C CAD/CAM/CAE/PLM/3D tisk
ERP systémy CRM systémy Plánování a řízení výroby AI a Business Intelligence DMS/ECM - Správa dokumentů HRM/HCM - Řízení lidských zdrojů EAM/CMMS - Správa majetku a údržby Účetní a ekonomické systémy ITSM (ITIL) - Řízení IT Cloud a virtualizace IT IT Security Logistika, řízení skladů, WMS IT právo GIS - geografické informační systémy Projektové řízení Trendy ICT E-commerce B2B/B2C CAD/CAM/CAE/PLM/3D tiskBranžové sekce
| Přihlaste se k odběru newsletteru SystemNEWS, který každý týden přináší výběr článků z oblasti podnikové informatiky | |
 | |

Partneři webu

IT SYSTEMS 9/2021 , Plánování a řízení výroby




3D tiskem to nezačíná – ani nekončí
Tomáš Vít
 3D tisk je pouze jedna z metod (aditivní) výroby. Velmi výjimečná ve svých možnostech a dopadech, ale rozhodně ne samospasitelná. I úspěšné aditivní výrobě předchází dobrý nápad, zvážení všech požadavků na výrobek, volba odpovídajícího materiálu, 3D modelování a příprava na samotný tisk. Naštěstí se konečně prosazují automatizované technologie, které dokážou začínajícím i pokročilým uživatelům pomoci – jak s přípravou předlohy na 3D tisk, tak i po jeho skončení, kdy je potřeba výtisky opracovat.
3D tisk je pouze jedna z metod (aditivní) výroby. Velmi výjimečná ve svých možnostech a dopadech, ale rozhodně ne samospasitelná. I úspěšné aditivní výrobě předchází dobrý nápad, zvážení všech požadavků na výrobek, volba odpovídajícího materiálu, 3D modelování a příprava na samotný tisk. Naštěstí se konečně prosazují automatizované technologie, které dokážou začínajícím i pokročilým uživatelům pomoci – jak s přípravou předlohy na 3D tisk, tak i po jeho skončení, kdy je potřeba výtisky opracovat.
Už při volbě materiálu pro 3D tisk často dochází k nechtěným kompromisům. Vysoce odolné a pevnostní materiály – od špičkových termoplastů přes kompozity až po kovy – zpravidla vyžadují schválení pro dané odvětví i pokročilou 3D tiskárnu pro zajištění kvality dílů. Pro mnohé začínající tiskaře ve firmách to znamená rozejít se s rozšířeným mýtem, že na základní hobby 3D tiskárně jde vytisknou téměř vše. Ale nic není ztraceno, i profesionální a průmyslové 3D tiskárny jsou dnes stále dostupnější a uvážená investice do nich se ve výrobě překvapivě rychle vrací.

Obr. 1: Dobrý nápad konstruktéra je při zrodu dílu dodnes nenahraditelný. Umělá inteligence při navrhování, optimalizace před 3D tiskem i automatizované dodatečné opracování výtisků ale pomáhají získat požadovanou součást dřív a v kvalitnějším provedení (foto: Ultimaker).
Dvakrát měř, jednou tiskni
Obrovským přínosem je, zná-li konstruktér výhody i omezení vybrané metody 3D tisku. Pokud je respektujte už při samotném navrhování, je schopen – třeba volbou orientace modelu a drobnými úpravami jeho geometrie – dramaticky snížit spotřebu materiálu, zkrátit dobu tisku a zjednodušit (nebo dokonce zcela vyloučit) následné dodatečné opracování výtisku.
Zkušenosti se úročí i při přípravě modelu pro 3D tisk. Probíhá v aplikaci, která pomyslně rozřezává trojrozměrnou předlohu na jednotlivé, postupně tisknuté vrstvy. Aplikace celý postup převádí do strojového kódu, kterému tiskárna rozumí (velmi podobně jako u CNC obrábění). Dobrá zpráva: nejenže se v posledních letech významně zvýšily možnosti i uživatelská přístupnost aplikací pro přípravu 3D tisku, ale modely pro aditivní výrobu v nich lze – s pomocí automatizovaných simulací – ještě dále optimalizovat pro výhodnější výrobu.
A zbořme rovnou ještě jeden mýtus: ne, většinu dílů zhotovených 3D tiskem nevyjmeme z tiskové komory, aniž bychom museli věnovat další čas dodatečným úpravám, post-processingu. I tady se ale blýsklo na lepší časy díky moderním automatizovaným stanicím, které dokážou namáhavou (a drahou) ruční práci zastat. I na ně se ještě podíváme.
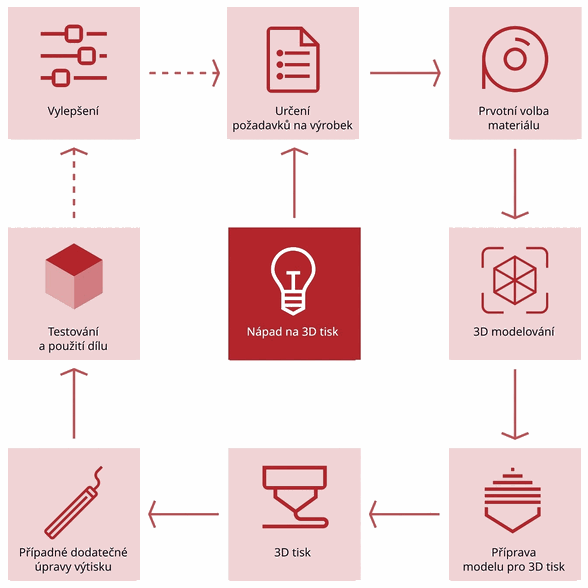
Obr. 2: Obvyklý pracovní postup aditivní výroby není jen o samotném 3D tisku (obr.: Ultimaker).
Jak si pomoci k rychlejšímu 3D tisku bez zbytečného odpadu
Má-li tiskař dobrou ruku při výběru technologie, dostane k 3D tiskárně také aplikaci pro přípravu tisku už s perfektně odladěnými profily pro co nejširší výběr materiálů různých značek. I tak ale bude chtít, dřív či později, ovlivnit některé ze stovek parametrů, aby výtisk co nejlépe odpovídal představám o výsledku. I ty nejlepší tiskové profily jsou totiž univerzální, zatímco na každý díl klademe jiné požadavky – od pevnostních přes hmotnostní až třeba po vzhledové. Mimochodem, vyšší kvalita povrchů rovná se mnohem delší doba 3D tisku (a naopak).
Co když třeba potřebujete včas vytisknout 20kusovou sérii nového montážního přípravku pro usnadnění práce operátorů na výrobní lince? Víte, že vystačíte s termoplastem (třeba s odolným polykarbonátem) tisknutým na stolní 3D tiskárně, ale přece jen je díl v některých oblastech zatěžován. Musíte najít ty správné parametry, abyste docílili rovnováhy mezi odolností součásti, délkou tisku a spotřebou materiálů. Dosud se hodně pracuje s kombinací získaných zkušeností a metody pokus–omyl. Tahle cesta je ale nešetrná a zdlouhavá. Vyžaduje tisk řady prototypů, které je nutno podrobit zkouškám, než vůbec spustíte výrobu celé série. Ale jde to i jinak. Třeba přímo do aplikace Cura, vůbec nejoblíbenějšího softwaru pro přípravu 3D tisku, který používá Ultimaker (autor softwaru i stejnojmenných tiskáren) i řada jemu konkurujících výrobců, existuje výpočetní modul SmartSlice.
Postup je jednoduchý: Do aplikace načtete trojrozměrný model dílu pro přípravu tisku a zvolíte materiál, v modulu SmartSlice zadáte všechna zatížení i místa ukotvení dílu. Názorně, přímo na trojrozměrném modelu, aby to zvládl i běžný uživatel. Pak už to jde samo – ověření a optimalizace proběhnou na pár kliknutí myší s pomocí cloudových výpočtů. Je-li třeba, aplikace doporučí vyztužení potřebných částí dílu (zhuštěním výplně, zvýšením počtu povrchových stěn okolo ukotvení atd.), zatímco méně namáhaná místa ponechá s parametry zajišťujícím rychlý tisk. Dá vám vybrat z řady kombinací nejvýhodnějších nastavení.
A výsledek? Onu 20kusovou sérii zpravidla vyrobíte mnohem rychleji a s mnohem menší spotřebou materiálu. Nebudete se trápit s odhadováním nejvhodnější kombinace parametrů ani zdržovat s tak dlouhou řadou zkušebních prototypů. To je nakonec i tajemství návratnosti investice do podobného softwaru, který je poskytován formou dnes už obvyklého předplatného.
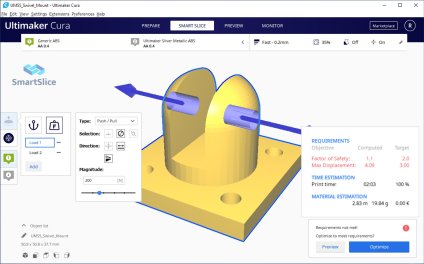
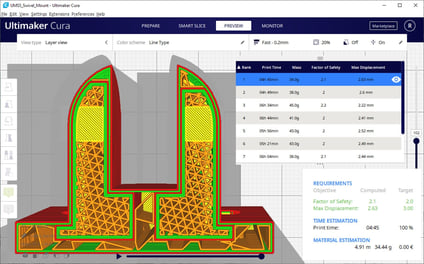
Obr. 3: Chytré cloudové výpočty už pronikly i do samotné přípravy dílu na 3D tisk na stolní tiskárně. Uživatel přímo v aplikaci určí zatížení a ukotvení připravovaného dílu a modul SmartSlice for Cura mu ze stovek volitelných parametrů tisku navrhne nejvhodnější kombinace – bez hádání či metody pokus‒omyl. Vybrat si pak může podle vlastních požadavků na délku tisku, faktor bezpečnosti, maximální deformaci a spotřebu materiálu (obr.: Teton Simulation).
A kdo to všechno má čistit?
Tahle otázka dříve či později zazní všude tam, kde se hodně tiskne. Jak si jednou aditivní výroba najde cestu do podniku, rychle se rozšiřuje díky svým praktickým přínosům. S ní ale roste i počet výtisků, které je potřeba zbavit přebytečného materiálu (prášku, pryskyřice), dočasných podpěr (rozpustných i pevných) a/nebo dosáhnou požadované drsnosti povrchů. Ruční práce je to úmorná a s mnoha riziky – od nechtěného poškození dílu po nejednotné opracování v průběhu času. I tady ale vstupuje do hry automatizace na základě dat a chytrých algoritmů.
Automatizované stanice pro odstraňování dočasných podpěr a pryskyřic, pro povrchové úpravy či kombinující obě činnosti dnes už naštěstí dokážou omezit časově náročnou a nákladnou ruční práci. Zajišťují důkladné a předvídatelné opracování každého jednotlivého výtisku – bez ohledu na jeho geometrickou složitost.
Zajímavé je, pro kolik odlišných technologií 3D tisku jsou (i na našem trhu) dostupné: pro termoplasty (FFF/FDM), pryskyřice (SLA/DLP/LFS/PolyJet/CLIP), práškové termoplasty (SLS/MJF), ale také kovy (DMLS/SLM a další). Každý materiál však vyžaduje jiný přístup. Pokud se podíváme třeba na stanice amerického výrobce PostProcess, které už se etablují i na našem trhu, najdeme zde systémy ponorné, střikové, cirkulační i kombinované. Cena podobných stanic se různí od toho, jakou kombinaci opracování nabízejí. Vyplácí se tam, kde se tiskne pravidelně a ruční opracování se pomalu stává neúnosným – z pohledu času, kvality práce, nákladů na ni i dostupnosti lidských sil.

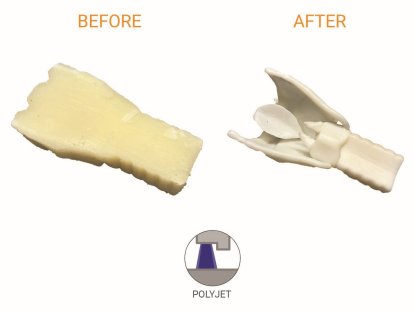
Obr. 4: Jen výjimečně lze díl ihned po vytisknutí použít dál. Většina musí být očištěna od přebytečného materiálu, dočasných podpěr a/nebo je nutno upravit drsnost povrchů. Automatizované stanice si dnes dokážou poradit s post-processingem i bez úmorné a drahé ruční práce. Na obrázku výtisk z termoplastu (FDM) a z pryskyřice (PolyJet) – před a po očištění ve stanici PostProcess (foto: PostProcess)
Automatizace aditivní výroby na sto způsobů
3D tisk začal jako izolovaný výrobní nástroj. 3D tiskárna trůnila na odděleném pracovišti, kam se (a to ještě v lepším případě) posílala data po síti a přístup měl jen kroužek zasvěcených. V době Průmyslu 4.0 je však nemyslitelné, aby se profesionální 3D tisk (ten stolní rozhodně nevyjímaje) postupně neintegroval do celé firmy – provázáním s firemními systémy, s tiskovou frontou, knihovnou dílů nachystaných k okamžitému tisku, řízeným přístupem uživatelů k tiskárnám napříč celou organizací, dohledem nad tiskem i na dálku.
Viditelným trendem je, že ve všech fázích předtiskové přípravy i potiskové úpravy výtisků pomalu nastupuje nějaká forma automatizace s cílem aditivní výrobu zefektivnit, zrychlit a zlevnit. Co byl dříve jen nejasný sen podnikových integrátorů, začíná být zajímavou realitou přístupnou takřka komukoli. Zdánlivé klišé „dostaňte lépe přizpůsobený výrobek na trh rychleji“ totiž s pomocí 3D technologií prokazatelně funguje.
Tomáš Vít
Autor článku je konzultantem ve společnosti 3Dwiser.com.
Autor článku je konzultantem ve společnosti 3Dwiser.com.
Chcete získat časopis IT Systems s tímto a mnoha dalšími články z oblasti informačních systémů a řízení podnikové informatiky? Objednejte si předplatné nebo konkrétní vydání časopisu IT Systems z našeho archivu.










| Po | Út | St | Čt | Pá | So | Ne |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 |
| 8 | 9 | 10 | 11 | 12 | 13 | 14 |
| 15 | 16 | 17 | 18 | 19 | 20 | 21 |
| 22 | 23 | 24 | 25 | 26 | 27 | 28 |
| 29 | 30 | 1 | 2 | 3 | 4 | 5 |
| 6 | 7 | 8 | 9 | 10 | 11 | 12 |
IT Systems podporuje
| 6.10. | Unicorn Banking Forum 2016 |
Formulář pro přidání akce
Další vybrané akce
| 26.6. | Certifikace ISO prakticky |
| 30.9. | Konference Světlo |