

- Přehledy IS
- APS (20)
- BPM - procesní řízení (22)
- Cloud computing (IaaS) (10)
- Cloud computing (SaaS) (33)
- CRM (51)
- DMS/ECM - správa dokumentů (20)
- EAM (17)
- Ekonomické systémy (68)
- ERP (77)
- HRM (27)
- ITSM (6)
- MES (32)
- Řízení výroby (37)
- WMS (31)
- Dodavatelé IT služeb a řešení
- Datová centra (25)
- Dodavatelé CAD/CAM/PLM/BIM... (39)
- Dodavatelé CRM (33)
- Dodavatelé DW-BI (50)
- Dodavatelé ERP (71)
- Informační bezpečnost (50)
- IT řešení pro logistiku (45)
- IT řešení pro stavebnictví (25)
- Řešení pro veřejný a státní sektor (27)
Tematické sekce
 ERP systémy CRM systémy Plánování a řízení výroby AI a Business Intelligence DMS/ECM - Správa dokumentů HRM/HCM - Řízení lidských zdrojů EAM/CMMS - Správa majetku a údržby Účetní a ekonomické systémy ITSM (ITIL) - Řízení IT Cloud a virtualizace IT IT Security Logistika, řízení skladů, WMS IT právo GIS - geografické informační systémy Projektové řízení Trendy ICT E-commerce B2B/B2C CAD/CAM/CAE/PLM/3D tisk
ERP systémy CRM systémy Plánování a řízení výroby AI a Business Intelligence DMS/ECM - Správa dokumentů HRM/HCM - Řízení lidských zdrojů EAM/CMMS - Správa majetku a údržby Účetní a ekonomické systémy ITSM (ITIL) - Řízení IT Cloud a virtualizace IT IT Security Logistika, řízení skladů, WMS IT právo GIS - geografické informační systémy Projektové řízení Trendy ICT E-commerce B2B/B2C CAD/CAM/CAE/PLM/3D tiskBranžové sekce
| Přihlaste se k odběru newsletteru SystemNEWS, který každý týden přináší výběr článků z oblasti podnikové informatiky | |
 | |


Partneři webu

IT řešení pro výrobní podniky I , CAD/CAM/CAE/PLM/3D tisk


Výrazně levnější odlitky částí motorů díky 3D tisku
Tomáš Vít
 Moderní stolní 3D tiskárny mají překvapivě všestranné využití. Dokazuje to projekt Martina Tobiáše – hybridní lití tvarově složitých částí motorů. Dokázal výrazně zkrátit postup od 3D skenování a CAD designu až po výsledný odlitek. V praxi ukazuje, že díky 3D tisku z polymerů není nutné vyrábět velmi drahou stálou formu se složitými tvary a jádry. Každý jeden odlitek může být originál. To je velmi výhodné například při vývoji prototypů tvarově složitých strojních součástí. Připravený 3D model odlitku se navíc tiskne přímo včetně vtokové soustavy, bez nutnosti přípravy výkresové dokumentace. Dosahuje se tím výrazného zrychlení a zlevnění procesu výroby, zejména v případě kusové a malosériové výroby komplikovaných odlitků.
Moderní stolní 3D tiskárny mají překvapivě všestranné využití. Dokazuje to projekt Martina Tobiáše – hybridní lití tvarově složitých částí motorů. Dokázal výrazně zkrátit postup od 3D skenování a CAD designu až po výsledný odlitek. V praxi ukazuje, že díky 3D tisku z polymerů není nutné vyrábět velmi drahou stálou formu se složitými tvary a jádry. Každý jeden odlitek může být originál. To je velmi výhodné například při vývoji prototypů tvarově složitých strojních součástí. Připravený 3D model odlitku se navíc tiskne přímo včetně vtokové soustavy, bez nutnosti přípravy výkresové dokumentace. Dosahuje se tím výrazného zrychlení a zlevnění procesu výroby, zejména v případě kusové a malosériové výroby komplikovaných odlitků.
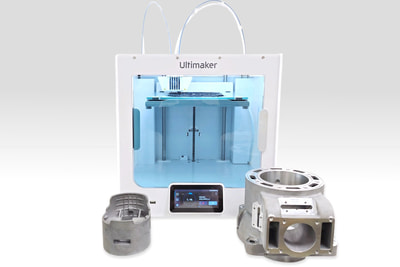
Na své alma mater – brněnském VUT – se Martin Tobiáš dlouhodobě věnuje konstrukci, reverznímu inženýrství, rychlému prototypování, měření a testování v oblasti automobilového průmyslu. Využívá přitom 3D tisku na zařízeních UltiMaker S3 (a S5) dodaných společností 3Dwiser a navazující technologie tzv. hybridního lití. Martinovým koníčkem i náplní práce se stala výroba prototypu motoru pro motorsport a výroba stále žádanějších replik dílů historických vozidel, bez kterých by leckterý veterán už nevyjel. Kromě věrnosti a funkčnosti zde hraje výraznou roli výrobní cena.
Projekt vývoje a výroby prototypu závodního motocyklového motoru by přitom nevznikl bez podpory společnosti C. S. O. věnující se precizní výrobě komponent pro náročná odvětví. Slévárenskou technologii zajistil odbor slévárenství VUT a firma Alucast, s. r. o. Zkušenost z praktického využití hybridního lití přivedla Martina Tobiáše k založení společnosti MTA engineering, která se na tuto technologii bude dále specializovat ve spolupráci s uvedenými subjekty.
Uplatnění 3D tisku od prototypování až po výrobu replik
3D tisk z polymerů (FFF) na dvoumateriálových stolních tiskárnách UltiMaker byl v původním projektu využit už během konstrukční fáze, kdy se vybrané komponenty tiskly pro ověření správné zástavby. Nakonec se tisknul i celý motor k ověření jeho osazení v rámu podvozku. V rámci vývoje byly vytištěny také speciální válce k měření účinnosti a funkce proudění doc. Karlem Jarošem. Takové díly již bylo nutné tisknout za využití dočasných podpěr rozpustných ve vodě, a právě tento způsob dvoumateriálového 3D tisku pak s výhodou vedl až k výrobě odlitků – tzv. hybridnímu lití.
Obr. 1: Modely pro hybridní výrobu vznikají na dvoumateriálových stolních 3D tiskárnách UltiMaker S3 a S5 z vytavitelného materiálu Polymaker PolyCast.
Výroba prototypu válce motoru
Válec moderního, vodou chlazeného dvoutaktního motocyklu je tvarově složitý. Pro optimální funkci navíc vyžaduje vysokou přesnost výroby a obsahuje komplikované dutiny vodního pláště. Nejvhodnější metodou výroby je proto odlévání.
„Námi používaná metoda hybridního lití do keramických forem umožňuje relativně rychle a levně přejít z fáze 3D CAD modelu do fáze rozměrově přesného výrobku. Konstruktérovi umožňuje realizovat komplikované tvary a volit z mnoha různých materiálů. V kombinaci s 3D tiskem vyplavitelných podpěr je možné připravit i konstrukce s komplikovanými dutinami – při zachování kvalitního povrchu,“ doplňuje Martin Tobiáš.

Obr. 2: Martin Tobiáš s odlitkem válce prototypového jednoválcového dvoutaktního motoru o zdvihovém objemu 690 ccm
Přímý tisk z kovových materiálů je často náročný a nákladný, vyžaduje specializované technologie. Výroba stálých forem pro odlitky je rovněž velmi drahá, stejně tak případné pozdější změny forem, pokud jsou ještě vůbec možné.
„Naše metoda vyžaduje pro každý jednotlivý odlitek tisknout samostatný model, je tedy snadné vyrobit každý kus unikátní. V kombinaci se simulacemi lití jsme schopni navrhnout technologický proces tak, abychom spolehlivě dosahovali bezvadných výsledků. V případě výroby prototypů a funkčních vzorků součástí, kde lze předpokládat pozdější změny v konstrukci, tyto nevedou k vysokým dodatečným nákladům,“ připomíná Martin Tobiáš.
Hlava motoru pro předválečný motocykl ČZ
Stejný přístup se osvědčil také u dalších odlitků vyráběných s pomocí 3D tisku. U hlavy motoru šlo mimo jiné o to, aby výsledný povrch věrně napodobil podobu původního dílu, respektive aby se odléval do písku. Při lití do pískových forem je nutné vytvořit trvalé slévárenské modelové zařízení. Tradičně se vyrábí ručně ze dřeva na základě výkresové dokumentace. V případě odlitků s vnitřními dutinami je navíc nutné vyrobit i jaderníky pro výrobu pískových jader. To je ale opět časově náročné.
Tento způsob výroby je dnes v tuzemských podmínkách v řadě případů neekonomický. Je však možné si pomoci využitím moderních 3D technologií. Původní díl je možné rekonstruovat díky 3D skenování, provést na něm potřebné technologické úpravy a následně jej vytisknout. V jednodušších případech je možné výtisk přímo použít pro vytvoření pískové formy. V náročnějších případech se pomocí něj vytvoří negativ pro odlití modelu ze speciální, mechanicky odolné slévárenské pryskyřice, kterou lze zaformovat do písku. V tomto případě je nutné zohlednit i dvojí smrštění materiálu.

Obr. 3: Odlitek z materiálu AlSi7Mg připravený hybridním postupem výroby s využitím 3D tisku – funkční plochy obrobeny firmou C. S. O.
„Při výrobě replik dílů historických vozidel může být z více důvodů výhodné přistoupit k výrobě klasickým způsobem – litím do písku. 3D tisk nám posléze umožňuje efektivně realizovat výrobu modelového zařízení,“ zmiňuje Martin Tobiáš. „Proces výroby replik zpravidla začíná rekonstrukcí původního dílu z trojrozměrného skenu. Originální výkresová dokumentace totiž už nebývá k dispozici, navíc můžeme zachovat zdání původní výroby dodržením nepřesností, které nemají vliv na funkci.“
Spolehlivý 3D tisk s podpěrami je základ
Tisk tvarově složitých modelů s dočasnými podpěrami (z materiálů rozpustných ve vodě) by nebyl možný bez řešení s vysokou spolehlivostí a přesností. V různých projektech se osvědčily stolní 3D tiskárny UltiMaker S3 a S5, které právě v těchto vlastnostech vynikají.
Také proto Martin Tobiáš uvažuje o zvětšení tiskové kapacity přidáním dalších tiskáren UltiMaker.
„Důležitá je pro mě soudržnost vrstev, rozměrová stálost a celková spolehlivost procesu tištění. Například 3D tisk jednoho kusu prototypu dvoutaktního válce trvá v závislosti na zvolené kvalitě povrchu tři až šest dní. Případné selhání tisku velmi negativně ovlivní plán navazujících výrobních operací. Dále je proto pro mne důležitý servis a podpora provozovaných tiskáren, stejně jako dodavatel originálních filamentů. Výhodné jsou i konzultace ohledně novinek v oboru 3D technologií,“ říká Martin Tobiáš.
Co se materiálů týče, montážní přípravky, držáky měřicího zařízení na vozidlech a podobné díly se tisknou nejčastěji ze strun PLA, PETG, ABS a z Nylonu. Pro tyto účely Martina Tobiáše zaujala i technologie tisku velmi odolných kompozitů se spojitým vláknem Markforged. K výrobě odlitků se ukázal být nejlepší Polymaker PolyCast na podpěrách z UltiMaker PVA.
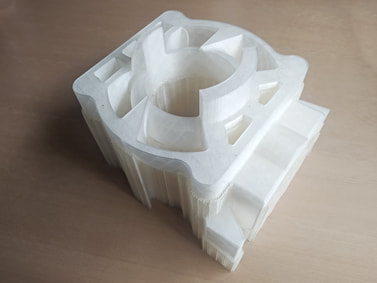
Obr. 4: Výtisk modelu válce pro hybridní lití z materiálu Polymaker PolyCast na podpěrách rozpustných ve vodě z materiálu UltiMaker PVA
Hybridní lití: cestou od modelu k odlitku
Existuje-li CAD model dílu, je nutné jej upravit z hlediska slévárenské technologie, tedy zohlednit přídavky na obrábění, smrštění, návrh vtokové soustavy aj. 3D skenované objekty je právě proto potřeba nejprve rekonstruovat do podoby CAD modelu.
U hybridního lití do keramické formy je z 3D modelu nejprve vytištěn model a vtoková soustava; následuje jejich sestavení, jsou-li složeny z více výtisků. Poté přichází na řadu obalení modelu skořepinou, vypálení modelu ze skořepiny, gravitační lití, řízené chlazení, nakonec odstranění skořepiny. Výroba pískových forem přitom probíhá standardními, všeobecně známými postupy, stejně tak následné odlévání.
Důležitou roli hrají dokončovací práce, především tepelné zpracování, pískování, kuličkování/brokování, přesné obrábění u partnerské společnosti C. S. O. V případě válce to byla navíc i úprava pracovního povrchu technologií Nikasil.

Obr. 5 a 6: Momentky z výroby: u hybridního lití do keramické formy je z 3D modelu nejprve vytištěn model a vtoková soustava; následuje jejich sestavení, jsou-li složeny z více výtisků. Poté přichází na řadu obalení modelu skořepinou, vypálení modelu ze skořepiny, gravitační lití, řízené chlazení, odstranění skořepiny a tepelné zpracování.
„Příkladem takto vyrobených dílů pro náročné aplikace jsou písty, válce, hlavy a skříně spalovacích motorů. Nejsme omezeni jen na lehké slitiny, je možné volit i z různých typů ocelí a litin. Rozměrově se orientujeme na díly malé až středně velké. Principiálně se jedná o tzv. gravitační lití, u kterého dosahujeme výborných výsledků i díky možnostem simulací a testování,“ připomíná Martin Tobiáš. „Stojí za zmínku, že bez dalších dokončovacích operací je výsledný povrch odlitku jen tak kvalitní, jako byl výtisk modelu.“

Obr. 7: Prototyp jednoválcového dvoutaktního motoru o zdvihovém objemu 690 ccm pro motorsport (veškeré obrábění realizováno firmou C. S. O.)
Zajímavá cesta k plně funkčnímu odlitku
Kde leží hlavní výhody hybridní výroby odlitků s využitím 3D tisku ve srovnání s tradičními způsoby? Především v rychlosti a ceně celého procesu, v odstranění potřeby konstrukce a výroby stálých forem. Tento rozdíl se násobně zvětšuje s tvarovou složitostí výrobků, zejména v případech jejich kusové a malosériové výroby.
„Tradiční metoda lití do skořepin, kdy se vytavitelný model vyrábí vstřikováním vosku do kovových forem, se používá v sériové výrobě. 3D tiskárna však umožňuje vyrobit vypálitelný model bez nutnosti výroby stálé (matečné) formy z kovu. Námi používaná metoda výroby dovoluje ručně řešit obalování modelu tak, aby nebylo nutné použití keramických jader na zaformování složitých tvarových dutin. U standardní technologie vstřikování voskových modelů totiž musí být použita vyplavitelná nebo keramická jádra, což výrobu výrazně prodražuje. U velmi tvarově složitých dílů, kde nelze vyrobit rozebíratelnou matečnou formu, může být výroba pomocí hybridních technologií jediným možným řešením. V případě výroby replik litých do písku se postup s využitím 3D tisku výrazně urychluje, také úměrně složitosti vyráběného dílu,“ shrnuje Martin Tobiáš.

Obr. 8: Ukázkové odlitky připravené s využitím 3D technologií
Ukázkou finanční výhodnosti zmíněného postupu je příklad s výše uvedeným prototypem válce velkoobjemového dvoutaktního motoru, kdy se cena výrobku snížila o řád – z cca 500 tisíc korun (tradičním postupem, vyžadujícím návrh a výrobu stálé formy) na cca 50 tisíc korun (metodou hybridní výroby s využitím 3D tisku). A to už může být zásadní argument zdaleka nejen u replik dílů pro veterány.
Tomáš Vít
Autor článku je managing consultant ve společnosti 3Dwiser, s. r. o.
Autor článku je managing consultant ve společnosti 3Dwiser, s. r. o.
Chcete získat časopis IT Systems s tímto a mnoha dalšími články z oblasti informačních systémů a řízení podnikové informatiky? Objednejte si předplatné nebo konkrétní vydání časopisu IT Systems z našeho archivu.
Časopis IT Systems / Odborná příloha
Archiv časopisu IT Systems



 Oborové a tematické přílohy
Oborové a tematické přílohy



 Kalendář akcí
Kalendář akcí
Formulář pro přidání akce


IT Systems podporuje
| 6.10. | Unicorn Banking Forum 2016 |
Formulář pro přidání akce
Další vybrané akce