

- Přehledy IS
- APS (20)
- BPM - procesní řízení (22)
- Cloud computing (IaaS) (10)
- Cloud computing (SaaS) (33)
- CRM (51)
- DMS/ECM - správa dokumentů (20)
- EAM (17)
- Ekonomické systémy (68)
- ERP (77)
- HRM (27)
- ITSM (6)
- MES (32)
- Řízení výroby (37)
- WMS (31)
- Dodavatelé IT služeb a řešení
- Datová centra (25)
- Dodavatelé CAD/CAM/PLM/BIM... (39)
- Dodavatelé CRM (33)
- Dodavatelé DW-BI (50)
- Dodavatelé ERP (71)
- Informační bezpečnost (50)
- IT řešení pro logistiku (45)
- IT řešení pro stavebnictví (25)
- Řešení pro veřejný a státní sektor (27)
Tematické sekce
 ERP systémy CRM systémy Plánování a řízení výroby AI a Business Intelligence DMS/ECM - Správa dokumentů HRM/HCM - Řízení lidských zdrojů EAM/CMMS - Správa majetku a údržby Účetní a ekonomické systémy ITSM (ITIL) - Řízení IT Cloud a virtualizace IT IT Security Logistika, řízení skladů, WMS IT právo GIS - geografické informační systémy Projektové řízení Trendy ICT E-commerce B2B/B2C CAD/CAM/CAE/PLM/3D tisk
ERP systémy CRM systémy Plánování a řízení výroby AI a Business Intelligence DMS/ECM - Správa dokumentů HRM/HCM - Řízení lidských zdrojů EAM/CMMS - Správa majetku a údržby Účetní a ekonomické systémy ITSM (ITIL) - Řízení IT Cloud a virtualizace IT IT Security Logistika, řízení skladů, WMS IT právo GIS - geografické informační systémy Projektové řízení Trendy ICT E-commerce B2B/B2C CAD/CAM/CAE/PLM/3D tiskBranžové sekce
| Přihlaste se k odběru newsletteru SystemNEWS, který každý týden přináší výběr článků z oblasti podnikové informatiky | |
 | |

Partneři webu

Cesta informace výrobním procesem v informačním systému KARAT
-PR-
 Pro výrobní společnosti, které očekávají od ERP informačního systému zefektivnění předvýrobního a výrobního procesu, je velmi důležitá problematika pořízení, distribuce a maximálního vytěžení informací v různých fázích procesů. Přitom je třeba dodržet podmínku, že tyto procesy zůstanou stále flexibilní tak, aby se konkurenceschopnost firmy díky dostupnosti relevantních informací v reálném čase zvýšila.
Pro výrobní společnosti, které očekávají od ERP informačního systému zefektivnění předvýrobního a výrobního procesu, je velmi důležitá problematika pořízení, distribuce a maximálního vytěžení informací v různých fázích procesů. Přitom je třeba dodržet podmínku, že tyto procesy zůstanou stále flexibilní tak, aby se konkurenceschopnost firmy díky dostupnosti relevantních informací v reálném čase zvýšila.
Informace však sama o sobě nemá žádnou hodnotu, pokud není vhodným způsobem zaznamenána a dále pak poskytnuta cílovým uživatelům.
Bohužel nejen ve výrobních společnostech často dochází k tomu, že jednotlivá oddělení – v našem případě konstruktéři, technologové, zásobovači a výrobní plánovači – žijí jakoby ve svém uzavřeném světě a ne vždy si efektivně důležité informace předávají a využívají.
Jedním z cílů nasazení informačního sytému je tedy i podpora přenosu a nastolení maximálního sdílení informací. Když se potenciální zájemce o informační systém rozhoduje o jeho pořízení, měl by si v rámci rozhodovacího procesu odpovědět na důležité otázky:
- jaké informace a v jaký okamžik bych chtěl vidět,
- kdo, kdy, kde a jak s nimi bude pracovat,
- jakým způsobem tyto informace pořizují nyní a jak tomu bude v budoucnu,
- jak je budu spravovat, analyzovat, činit následná opatření.
Při analýze předvýrobních a výrobních procesů je tedy nezbytné se důkladně zaměřit na to, kde se informace pořizují, kdo je následně a v jaké podobě potřebuje používat. Taková informace má teprve přidanou hodnotu a synergicky tak podporuje ostatní procesy ve firmě.
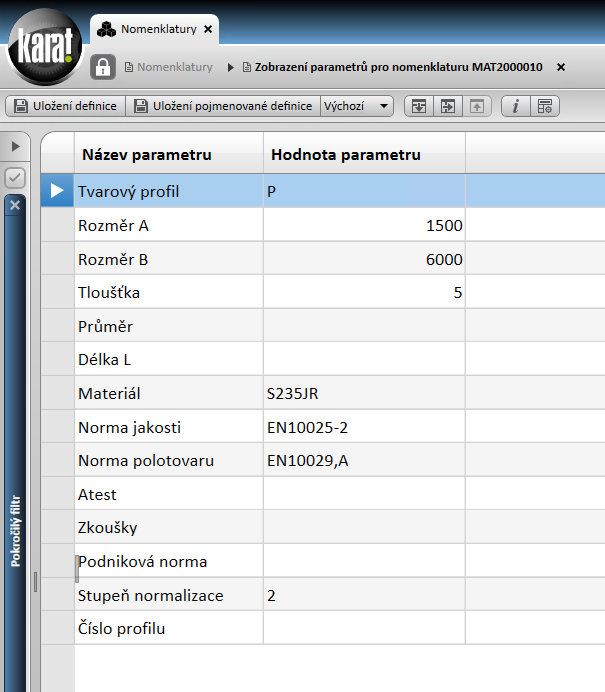
Jako příklad významnosti přenosu a sdílení informací může sloužit práce s doplňkovými informacemi o vlastnostech výrobních položek a materiálů, jako jsou rozměry, hmotnosti, atesty, barvy atd.
Předvýrobní proces začíná procesem tvorby výkresové dokumentace v externích konstrukčních SW (AutoCad, Inventor, Altium, EPLAN, SolidEdge, a další), které jsou obvykle napojeny na PDM/PLM systémy, které poskytují rozsáhlou podporu při správě pořízených sestav, jejich verzování a udržování dokumentace. Správa sestav a jejich jednotlivých položek s sebou nese i proces pořízení nezbytných dodatečných informací k jednotlivým konstrukčním položkám, které jsou dále využívány například pro tisky kusovníků z CAD prostředí, tvorbu rozpisek, pro zobrazení nezbytných technických informací pro práci ostatních konstruktérů, kteří by tyto položky chtěli opakovaně v budoucnu použít. Těmi informacemi mohou být základní informace o použitém materiálu - jako jsou výška, šířka, tloušťka (plechů, trubek, profilů), délka, průměr atd. Ale také třeba chemické složení, atesty, normy, jakost a mnohé další.
Tyto informace pořízené v konstrukčním SW je žádoucí využít i pro ostatní uživatele pracující v prostředí informačního systému. Pracovníci technické přípravy je využijí ke snadnějšímu pořizování ručně tvořených kusovníků nebo k pořízení technologické části TP, například informace o chemickém složení a základních rozměrech, informace o atestech a jakostech potřebuje oddělení nákupu pro to, aby vhodný materiál dohledalo a objednalo apod.
Tyto informace lze rovněž velmi efektivně využít i u optimalizace plánování výrobních operací, do kterých tyto materiály vstupují.
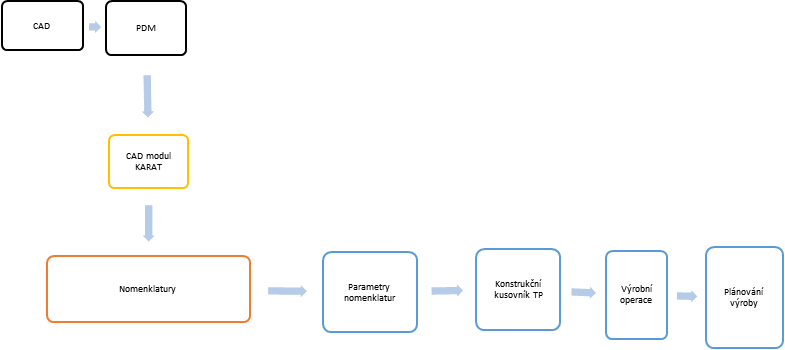
Informační systém KARAT nabízí pro komunikaci s externími PDM/PLM systémy propracovaný CAD modul, sloužící ke komunikaci a přenosu víceúrovňových kusovníkových struktur přímo do systému KARAT. Zakládá nomenklatury, konstrukční kusovníky technologických postupů, ukládá dokumentaci do DMS a další. Dokáže řídit verzování a opětovné aktualizace kusovníků v různých stavech - životních cyklech - technologických postupů. A následně tato data zpětně komunikovat do PDM.
CAD modul umožňuje rovněž synchronizovat dodatečné uživatelské parametry, dokumenty k přenášeným položkám tak, aby se vyskytovaly pro své koncové uživatele v požadované podobě, na požadovaném místě a čase. Pro tyto účely informační systém KARAT disponuje podporou pořizování a správy téměř jakýkoliv dodatečných informací - parametrů kdekoliv v celé databázi.
Užitečnost tohoto řešení tkví také v tom, že je možné přenášené parametry strukturovat a kategorizovat. A díky tomu je možné pak uživatelům zobrazovat a nabízet jen ta data, která s příslušnou položkou souvisí a která ho zajímají (například pokud k hutním materiálům nadefinujete kategorii parametru typ profilu: deska, L - profil, jekl, trubka, je možné další rozměrové parametry strukturovat tak, že pro plechy se budou uživateli zobrazovat jen parametry výška x šířka x tloušťka. Ale neuvidí například průměr, který k danému profilu nepatří a opačně).
Abychom dokonale využili přenesených a zaznamenaných informací z PDM/PLM a zjednodušili tak práci dalším uživatelům, umožňuje informační systém KARAT zobrazovat tyto informace v návazných agendách, kde se s těmito údaji dále pracuje. Jedná se například o evidence skladových karet, která je využívána jak zásobovači při objednávání materiálů, tak technology, kteří pořizují anebo dodatečně editují konstrukční kusovníky technologických postupů.
Pro práci zásobovačů a technologů, kteří pořizují konstrukční kusovníky v informačním systému, je důležitá funkce Parametrický filtr, na kterou jsou zvyklí ze specializovaných normovacích SW. Informační systém KARAT v současné době nabízí podporu i této oblasti a opět k tomu dokáže využít informace, které již v prvopočátku zaznamenal konstruktér v CAD SW. Tato funkce ve spojení s Grafickým - obrázkovým filtrem (který mnoho uživatelů opět zná z normovacích SW anebo webových aplikací) představuje velmi silný nástroj pro vyhledávání ve velkém množství skladových položek, kdy pouhé filtrování dle názvů nestačí a číselné identifikátory nomenklatur nejsou pro běžného uživatele informačního systému srozumitelné.
Obvyklé schéma práce je, že si uživatel vyhledá položky dle grafického - obrázkového filtru, dle vizuální podobnosti. Po „zanoření“ do jisté hloubky pak již vyhledává parametrickým filtrem, kdy zadává specifické znaky - parametry hledané položky, čímž zpřesňuje svůj pohled na požadovaný výsledek.


Grafický filtr
Parametrický filtr
Jak již bylo zmíněno v úvodu, technické parametry nomenklatur nejsou využitelné jen pro zobrazení v sestavách, přehledech a neslouží jen pro filtraci, ale jsou využitelné i při optimalizaci plánovacího procesu.
Předpokladem je, že technologové využívají funkcionality svázání materiálu a výrobních operací, do nichž materiál vstupuje. Tato funkce technologických postupů neslouží jen k tomu, aby se ve výrobě časově optimalizovalo objednání materiálu až na okamžik, kdy je skutečně potřebný a řídil se tak i cash flow objednávek vydaných. Pokud chce plánovač mít co nejvěrohodnější obraz plánování výrobních operací (v IS KARAT pomocí GANTT diagramů), je nezbytné plánovat operace nejen podle toho, že se dělají na stejném zdroji - stroji, pracovišti.
Na daném pracovišti by se mělo rovněž přihlédnout k tomu, jaké materiály do daných operací vstupují. Často se jedná o operace typu dělení materiálu. Vzorovým příkladem může být dělení plechů, kdy na dané operaci na příslušném stroji můžeme dělit plechy v různých tloušťkách a jakostech. Cílem je, že na stroji budou v jeden časový interval děleny pouze ty požadavky, do nichž vstupuje pouze stejný materiál (stejné tloušťky, jakosti, chemického složení) protože tyto parametry logicky ovlivňují i volbu nástrojů a nastavení stroje.
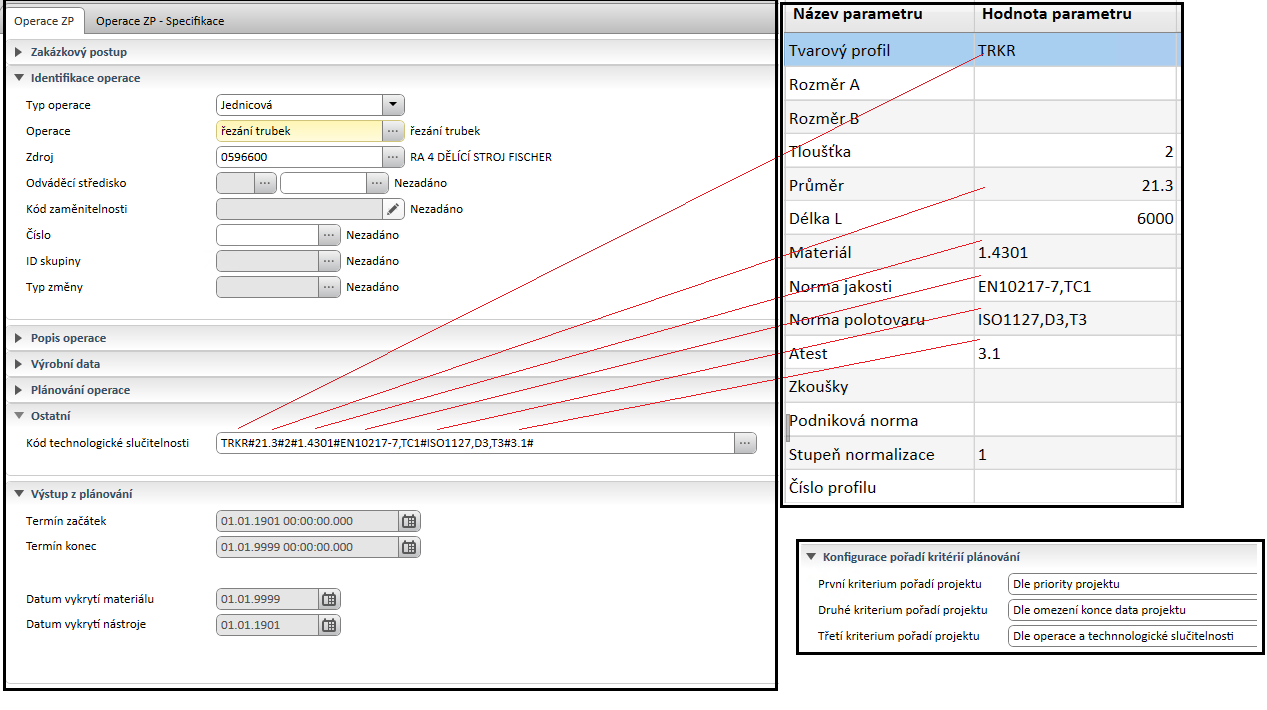
Proto, abychom mohli plánovacímu mechanismu poskytnout nějaké vodítko, jak dané operace roztřídit, opět můžeme využit parametrů na nomenklatuře, která je svázaná s daným typem operace. Z parametrů nomenklatur je pak možné složit unikátní řetězec – příznak, na jehož základě plánovací algoritmus sdružuje operace se stejným příznakem k sobě v definovaných intervalech a optimalizuje tak řazení výrobních požadavků.
Takovému příznaků můžeme v rámci plánovacího algoritmu přiřadit ještě navíc i váhové pravidlo (% váhy důležitosti - priority), protože nejen technické parametry vstupů jsou pro plánování ty klíčové.
Na relativně jednoduchém příkladu a na několika procesech jsme si ukázali, jak se informace na počátku všeho dění v předvýrobě může prolnout celým systémem a poskytnout potřebný komfort při práci a požadované výsledky pro nezanedbatelnou skupinu uživatelů ERP informačního systému. To vše jde ruku v ruce s kvalitní analýzou na počátku, kterou zajistí dobře sehraný implementační tým konzultantů, který dokáže tato místa, toky informací a potřeby jednotlivých uživatelů nelézt a úspěšně jej sladit v ucelené funkční řešení.
konzultant výroby, KARAT Software a.s.
Časopis IT Systems / Odborná příloha
Kalendář akcí
Formulář pro přidání akce
RSS kanál


| Po | Út | St | Čt | Pá | So | Ne |
| 1 | 2 | 3 | 4 | 5 | ||
| 6 | 7 | 8 | 9 | 10 | 11 | 12 |
| 13 | 14 | 15 | 16 | 17 | 18 | 19 |
| 20 | 21 | 22 | 23 | 24 | 25 | 26 |
| 27 | 28 | 29 | 30 | 31 | 1 | 2 |
| 3 | 4 | 5 | 6 | 7 | 8 | 9 |
IT Systems podporuje
| 6.10. | Unicorn Banking Forum 2016 |
Formulář pro přidání akce
Další vybrané akce
| 30.9. | Konference Světlo |