

- Přehledy IS
- APS (20)
- BPM - procesní řízení (22)
- Cloud computing (IaaS) (10)
- Cloud computing (SaaS) (33)
- CRM (51)
- DMS/ECM - správa dokumentů (20)
- EAM (17)
- Ekonomické systémy (68)
- ERP (77)
- HRM (27)
- ITSM (6)
- MES (32)
- Řízení výroby (37)
- WMS (31)
- Dodavatelé IT služeb a řešení
- Datová centra (25)
- Dodavatelé CAD/CAM/PLM/BIM... (39)
- Dodavatelé CRM (33)
- Dodavatelé DW-BI (50)
- Dodavatelé ERP (71)
- Informační bezpečnost (50)
- IT řešení pro logistiku (45)
- IT řešení pro stavebnictví (25)
- Řešení pro veřejný a státní sektor (27)
Tematické sekce
 ERP systémy CRM systémy Plánování a řízení výroby AI a Business Intelligence DMS/ECM - Správa dokumentů HRM/HCM - Řízení lidských zdrojů EAM/CMMS - Správa majetku a údržby Účetní a ekonomické systémy ITSM (ITIL) - Řízení IT Cloud a virtualizace IT IT Security Logistika, řízení skladů, WMS IT právo GIS - geografické informační systémy Projektové řízení Trendy ICT E-commerce B2B/B2C CAD/CAM/CAE/PLM/3D tisk
ERP systémy CRM systémy Plánování a řízení výroby AI a Business Intelligence DMS/ECM - Správa dokumentů HRM/HCM - Řízení lidských zdrojů EAM/CMMS - Správa majetku a údržby Účetní a ekonomické systémy ITSM (ITIL) - Řízení IT Cloud a virtualizace IT IT Security Logistika, řízení skladů, WMS IT právo GIS - geografické informační systémy Projektové řízení Trendy ICT E-commerce B2B/B2C CAD/CAM/CAE/PLM/3D tiskBranžové sekce

| Přihlaste se k odběru newsletteru SystemNEWS, který každý týden přináší výběr článků z oblasti podnikové informatiky | |
 | |


Partneři webu

Aktuality -> Podnikové aplikace a služby - 4. 5. 2018
Nový software IPC rozšiřuje možnosti kontrolního systém Renishaw Equator
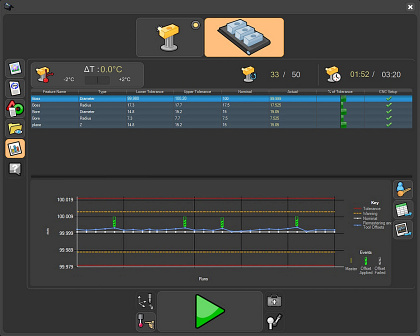
 Kontrolní systém Renishaw Equator dostal nový software IPC (intelligent Process Control – inteligentní řízení procesu), který nabízí funkce pro automatickou úpravu parametrů obrábění. Na základě změření rozměrů právě dokončeného dílce přestaví CNC stroj parametry pro obrábění dílce následujícího. Cílem je vyšší přesnost produkce. Zlepšená schopnost přesného obrábění dílů, kratší doba nastavení a seřízení procesu a vyšší integrace jsou jen některé z výhod, které mohou uživatelé nyní očekávat.
Kontrolní systém Renishaw Equator dostal nový software IPC (intelligent Process Control – inteligentní řízení procesu), který nabízí funkce pro automatickou úpravu parametrů obrábění. Na základě změření rozměrů právě dokončeného dílce přestaví CNC stroj parametry pro obrábění dílce následujícího. Cílem je vyšší přesnost produkce. Zlepšená schopnost přesného obrábění dílů, kratší doba nastavení a seřízení procesu a vyšší integrace jsou jen některé z výhod, které mohou uživatelé nyní očekávat.


Nový software IPC umožňuje trvalé sledování průběhu obráběcího procesu a průběžné zavádění korekcí do automatického výrobního cyklu. Umožňuje udržování rozměrů obráběných dílů blízko jmenovitých hodnot a v rámci stanovených limitů. To znamená, že jakékoli odchýlení procesu je rychle opraveno. Efektem je zlepšení kvality dílu a zvýšení schopnosti výroby spolu se snížením zmetkovitosti.
Funkce softwaru IPC umožňují také trvale sledovat proces a detekovat odchylky rozměrů řezných nástrojů, které přesahují stanovené limity. Odchylky přesahující limit zpravidla značí poškození nástroje nebo vysokou míru opotřebení. Tento údaj může být využit pro automatickou náhradu opotřebeného nástroje.
„Software IPC běží v řízení systému Equator společně s aplikačním programem. Vyhodnocuje naměřená data získaná aplikačním programem ke stanovení korekcí výrobního procesu. Propojení Equatoru s obráběcím strojem je přitom realizováno jednoduše prostřednictvím ethernetového kabelu,“ říká Josef Sláma, generální ředitel společnosti Renishaw v České republice.
Kontrolní systém Equator je určen k umístění do výrobního provozu, co nejblíže CNC obráběcímu stroji. Tím se eliminují časové prodlevy a snižují se náklady na kontrolu hotového dílu. Software IPC může průměrovat výsledky měření z více dílců. Tento přístup je vhodný tam, kde je cílem udržet pod kontrolou již stabilizovaný proces. Nastavení korekcí řezných nástrojů se upravuje o střední hodnotu zjištěných odchylek a proces nemohou narušit případné nahodilé jevy.

Na rozdíl od systémů zabezpečení kvality založených na měření všech prvků dílce v měrové laboratoři využívá systém Equator pro řízení procesu kontrolu pouze některých prvků na dílci. Frekvenci měření a způsob aktualizace korekcí nástrojů je možné nakonfigurovat pro jednotlivé prvky v závislosti na výkresových hodnotách, tolerancích a požadavcích na řízení stability procesu. „Systém umožňuje snížení závislosti na zkušených operátorech. Schopnost automaticky korigovat proces pomocí softwaru IPC snižuje riziko vzniku chyb při manuálním zadávání dat,“ doplňuje Josef Sláma.
Kontrolní systém Equator lze připojit k jednomu nebo několika CNC obráběcím strojům. Obráběné dílce produkované různými stroji tak lze měřit na jednom systému Equator, přičemž aktualizace korekcí jsou zasílány vždy do příslušného stroje. Připojení k několika strojům vyžaduje připojení na stávající počítačovou síť v daném provozu. Samozřejmostí je provoz v uzavřené zpětnovazební smyčce s bezobslužným řízením. Taková konfigurace je základním požadavkem pro systémy podnikové automatizace.
Software IPC je vhodný pro kontrolu produkce především ve spojení s CNC soustruhy. Integrace měřicích sond totiž bývá na soustruzích nevýhodná z prostorových důvodů, ale i z důvodu krátkého cyklového času obrábění. Měření mimo stroj a využití korekčního systému IPC je preferovaným řešením tam, kde rozhodujícím požadavkem je minimální doba cyklu.
Aktuální verze nového softwaru IPC umožňuje připojení k jednomu nebo několika obráběcím strojům. Kompatibilní jsou řídící systémy Fanuc, Mazak a Okuma. Systém byl testován a ověřen pro řídicí systémy Fanuc verze 0i, 30i, 31i a 32i s nainstalovanou opcí Focas2. Řídicí systémy Mazak kompatibilní se softwarem IPC jsou Smooth X, Smooth G, Matrix2 a Matrix s nainstalovaným doplňkem Mazak API. Řídicí systémy Okuma OSP300L a OSP300M jsou podporovány na strojích s nainstalovaným doplňkem Thinc API. Budoucí verze softwaru budou dále rozšiřovat kompatibilitu s CNC řídicími systémy.

Časopis IT Systems / Odborná příloha
Kalendář akcí
Formulář pro přidání akce
RSS kanál


| Po | Út | St | Čt | Pá | So | Ne |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 |
| 8 | 9 | 10 | 11 | 12 | 13 | 14 |
| 15 | 16 | 17 | 18 | 19 | 20 | 21 |
| 22 | 23 | 24 | 25 | 26 | 27 | 28 |
| 29 | 30 | 1 | 2 | 3 | 4 | 5 |
| 6 | 7 | 8 | 9 | 10 | 11 | 12 |
IT Systems podporuje
| 6.10. | Unicorn Banking Forum 2016 |
Formulář pro přidání akce
Další vybrané akce
| 26.6. | https://kybeon.moyazone.cz/konzultacni-hodiny/iso-certifikace-prakticky/... |
