

- Přehledy IS
- APS (20)
- BPM - procesní řízení (22)
- Cloud computing (IaaS) (10)
- Cloud computing (SaaS) (33)
- CRM (51)
- DMS/ECM - správa dokumentů (20)
- EAM (17)
- Ekonomické systémy (68)
- ERP (77)
- HRM (27)
- ITSM (6)
- MES (32)
- Řízení výroby (36)
- WMS (29)
- Dodavatelé IT služeb a řešení
- Datová centra (25)
- Dodavatelé CAD/CAM/PLM/BIM... (39)
- Dodavatelé CRM (33)
- Dodavatelé DW-BI (50)
- Dodavatelé ERP (71)
- Informační bezpečnost (50)
- IT řešení pro logistiku (45)
- IT řešení pro stavebnictví (25)
- Řešení pro veřejný a státní sektor (27)
Tematické sekce
 ERP systémy CRM systémy Plánování a řízení výroby AI a Business Intelligence DMS/ECM - Správa dokumentů HRM/HCM - Řízení lidských zdrojů EAM/CMMS - Správa majetku a údržby Účetní a ekonomické systémy ITSM (ITIL) - Řízení IT Cloud a virtualizace IT IT Security Logistika, řízení skladů, WMS IT právo GIS - geografické informační systémy Projektové řízení Trendy ICT E-commerce B2B/B2C CAD/CAM/CAE/PLM/3D tisk
ERP systémy CRM systémy Plánování a řízení výroby AI a Business Intelligence DMS/ECM - Správa dokumentů HRM/HCM - Řízení lidských zdrojů EAM/CMMS - Správa majetku a údržby Účetní a ekonomické systémy ITSM (ITIL) - Řízení IT Cloud a virtualizace IT IT Security Logistika, řízení skladů, WMS IT právo GIS - geografické informační systémy Projektové řízení Trendy ICT E-commerce B2B/B2C CAD/CAM/CAE/PLM/3D tiskBranžové sekce

| Přihlaste se k odběru newsletteru SystemNEWS, který každý týden přináší výběr článků z oblasti podnikové informatiky | |
 | |


Partneři webu

Plánování a řízení výroby, CAD/CAM/CAE/PLM/3D tisk, Aktuality -> Podnikové aplikace a služby - 7. 7. 2024
Vývoj nového typu šneku extruderu v Autodesk Inventoru v BUZULUK a.s.
-PR-
 Společnost BUZULUK a.s.se zabývá výrobou gumárenských strojů
a je renomovaným dodavatelem míchacích a kalandrovacích linek
zejména výrobcům pneumatik a technické pryže. Společnost disponuje vlastním oddělením výzkumu a vývoje, který používá Autodesk
CAD řešení. Pro doplnění výrobkového portfolia v současné době
vyvíjí dvoušnekový vytlačovací stroj, jehož klíčovou komponentou je
dvojice šneků. Tento stroj doplní míchací linky dodávané společností
BUZULUK a.s.
Společnost BUZULUK a.s.se zabývá výrobou gumárenských strojů
a je renomovaným dodavatelem míchacích a kalandrovacích linek
zejména výrobcům pneumatik a technické pryže. Společnost disponuje vlastním oddělením výzkumu a vývoje, který používá Autodesk
CAD řešení. Pro doplnění výrobkového portfolia v současné době
vyvíjí dvoušnekový vytlačovací stroj, jehož klíčovou komponentou je
dvojice šneků. Tento stroj doplní míchací linky dodávané společností
BUZULUK a.s.
Šneky jsou prostorově komplikované díly s vnitřním chlazením a mimořádně velkých rozměrů. Buzulučtí vývojáři se obrátili na naši společnost TD-IS s požadavkem na analýzu proveditelnosti v prostředí Inventoru a následnou tvorbu 3D modelů. Výsledkem byl pilotní projekt tvorby generického, plně parametrického 3D modelu šneků v Autodesk Inventoru s respektováním následné technologičnosti výroby, provedený pracovníky TD-IS v součinnosti s vývojáři BUZULUK a.s.
Charakteristika projektu
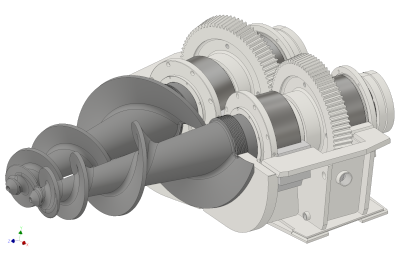
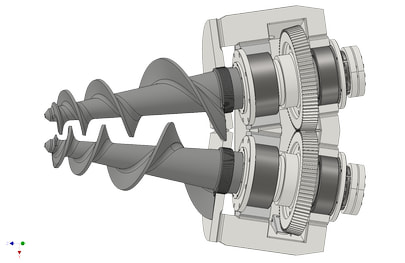
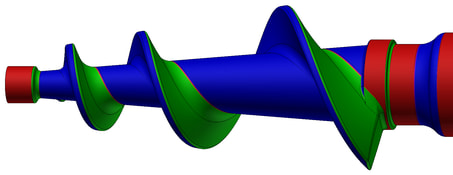
Jde o dvojici letmo uložených kuželových šneků s progresivně proměnným stoupáním šroubovice, s vnitřně chlazeným jádrem a optimálně i s vnitřně chlazenou šroubovicí v tlakové části šneků. Průřez profilu vlastní šroubovice není symetrický, ale musí být nakloněný dopředu pro optimální transport směsi do dýzy. Osy šneků nejsou rovnoběžné, ale od čepů ke špičkám se sbíhají pod určitým úhlem. Tyto šneky jsou protiběžné a jejich šroubovice do sebe při rotaci vzájemně zapadají. Jde tedy o dvojici levého a pravého šneku, kde jsou kuželové jak vlastní šroubovice, tak i jádra šneků. Šneky se otáčejí v násypce (vaně) a jejich přední části v uzavřených tubusech, kde dochází k nárůstu tlaku a teploty vytlačované gumové směsi. Mezera mezi šneky a násypkou s tubusy musí být konstantní v řádu několika mm ve všech styčných plochách.
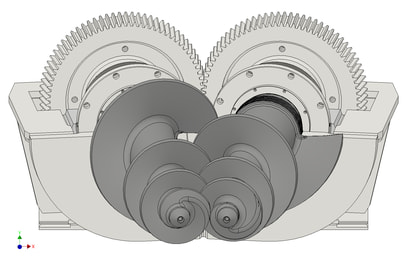
Závity šneků zapadají do sebe
Proto je nutno dodržet přesný úhel natočení při montáži
Pracovní část šneku se šroubovicí má délku cca 1450 mm, velký průměr šneku je 800 mm a malý je 340 mm. Celý šnek i s hřídelí je dlouhý přes 3000 mm a váží cca 1,5 t. Uvnitř je situován chladící labyrint se dvěma větvemi, z nichž jedna chladí přední, tlakovou část šroubovice a druhá část chladí jádro šneku.
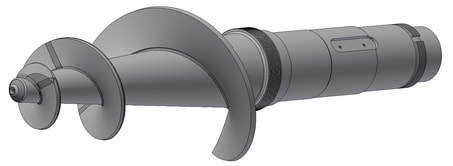
Celkový pohled na svařovaný šnek
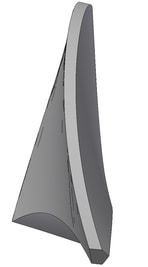
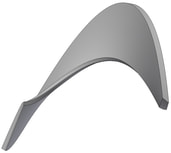
Náběžný a výtlačný segment šroubovice v detailu
Cíle projektu
Společnost BUZULUK a.s. definovala tyto vývojové cíle:
- Matematické definování křivek šroubovice, což umožní tvorbu dalších rozměrových variant v budoucnu.
- Použití těchto křivek (hlavové a patní, jak levé, tak pravé) v Inventoru.
- Vytvoření 3D modelu šneku ve variantě odlitek.
- Vytvoření 3D modelu šneku ve variantě svařenec.
- Porovnání obou variant (funkčnost, vyrobitelnost, technologičnost, náklady, dodržení opakovatelné kvality).
- Usnadnit a zefektivnit práci konstruktérů při tvorbě dalších rozměrových variant a pokud možno eliminovat možné zdroje konstrukčních chyb.

Zadání a výpočty šneků, základ generického modelu
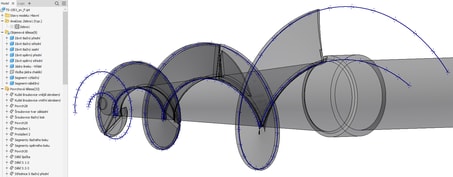
Generický model svařovaného šneku založený na skeletonu
Průběh vývoje
Technici TD-IS provedli podrobnou analýzu tvaru modelu, hlavních geometrických charakteristik a parametrů nutných pro matematické řešení křivek šroubovice. Následoval vzorec zhušťování stoupání šroubovice a finální výpočet šroubovité křivky v excelu. Z analýzy také vyplynula nutnost několika klíčových pomocných geometrií jako nutná podmínka pro zdárné modelování. V první fázi následovalo několik iterací tvorby funkčního 3D modelu pro variantu odlitek, který je z hlediska 3D modelování jednodušší. Přesto navržení správného modelovacího postupu, vedoucího k žádoucímu výsledku bylo značně komplikované. Po dokončení byla varianta odlitku v Buzuluku interně posouzena z hlediska zabudování do stroje a výrobních možností. Následovalo několik matematických iterací k získání takového tvaru vlastní šroubovice, který zaručí optimální distribuci směsi strojem s vytvořením potřebného tlaku a teploty v dýze. To už, vzhledem k existenci výpočtu šroubovice v excelu, neznamenalo velký problém.
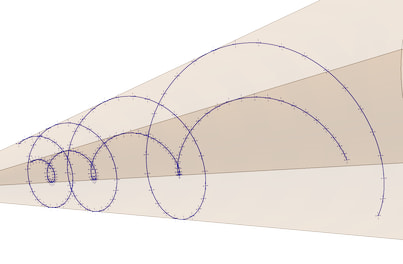
Základní křivky šroubovic ve 3D náčrtu

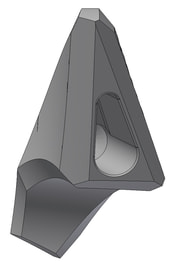
Celkový pohled na obrobený odlitý šnek
Poté následovala obtížnější fáze tvorby funkčního 3D modelu pro variantu svařenec, který je z hlediska 3D modelování mnohem komplikovanější, neboť se jedná o sestavu, jejíž plechové díly musí být rozvinutelné (vyrobitelné) a všechny díly na sebe musí hladce navazovat. Zde bylo vymyšlení správného modelovacího postupu, splňujícího požadované výstupy opravdu komplikované. Důležitým krokem bylo průběžné testování kolizí dílů a velikostí svarových mezer a jejich dolaďování. Z výrobního hlediska bylo nutno vytvořit i pomocné šroubovité rysky na jádře, aby bylo vůbec možné správné sestavení celého svařence. Také doplnění svarových housenek na model byl obtížný úkol. Při vývoj docházelo průběžně ke konzultacím s technologií, výrobou i kooperací.
Pro obě varianty šneků byly zhotoveny výkresy jak finálního obrobku, tak i odlitku a hrubého svařence. Dále výkresy všech dílů svařence včetně rozvinů plechových dílů a soubory rozvinů DXF pro výpalky. Nakonec se podařilo úspěšně splnit všechny požadavky BUZULUK a.s., včetně vnitřně chlazené šroubovice. Platí, že čím důkladnější je příprava vývoje, iterace jednotlivých řešení, průběžné konzultace s výrobou a kvalita oponentury, tím lépe je pak výrobek připraven do výroby i provozu.
Role Inventoru při vývoji
Ve fázi modelování nám velice pomohly funkce a schopnosti Inventoru jako je skeletonové modelování, možnosti 3D náčrtů, spolupráce s excelem, více tělové modely, stavy modelů a hlavně schopnost narovnání nerozvinutelných tvarů plechů s přetvořením materiálu. Tyto funkce se ukázaly jako klíčové pro úspěšné zvládnutí modelování obou variant, z nichž každá měla svá kritická místa.
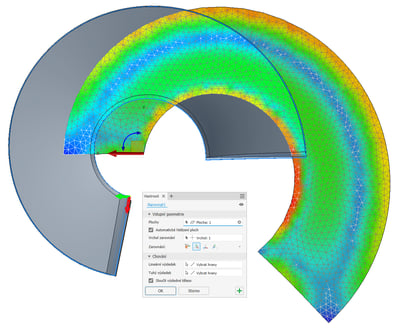
Rozvin segmentu šroubovice s tepelnou mapou přetvoření materiálu
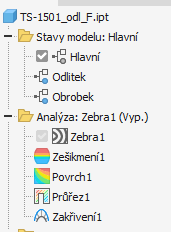
Stavy modelu a analýzy
Také pro ověření kvality digitálního prototypu rovnou ve 3D jsme s výhodou využívali možnosti Inventoru v oblasti analýz povrchů, jako je zebra analýza, analýza křivosti, zešikmení, průřezu, tepelná mapa a deformační síť. Tím jsme si potvrdili plynulé přechody povrchů a absenci „vrubů“ a nespojitých přechodů tvarů na vnějším tvaru pracovní části a současně dobrou průtočnost vody v chladících kanálcích. To potvrdilo správnost předchozí práce jak po stránce konstrukční, tak modelovací.
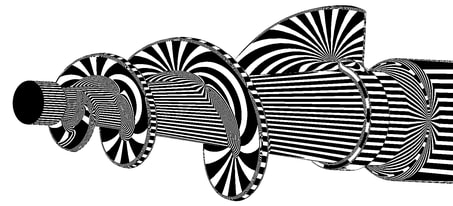
Zebra analýza kvality povrchu
Analýza zešikmení odlitku šneku
Oblast výkresů je známou silnou stránkou Inventoru, a i v tomto případě přispěla k vytvoření kvalitní, kompletní výrobní dokumentace i pro takto komplikované součásti, kde prakticky neexistuje „rovná hrana“. Inventor se tak ukázal jako vyspělý 3D CAD, umožňující zvládnout i velice komplikované vývojové úkoly. V průběhu tohoto projektu se ukázala nutnost použití nejnovější verze Autodesk CAD řešení, jehož výkon umožnil úspěšné zvládnutí projektu.
Obchodní výsledek
Společnost TD-IS poskytla zákazníkovi expertízu v podobě vytvoření generického 3D modelu kuželového šneku s proměnným stoupáním ve 2 variantách: odlitek a svařenec.
Varianta odlitek je konstrukčně jednodušší, protože jde o jeden díl a nemá vnitřní chlazení šroubovic, ale je na druhou stranu výrazně obtížnější z hlediska obrábění, kdy je nutno obrábět celý tvar šroubovic s jejich plynulým napojením na jádro a čep uložení.
Varianta svařenec je konstrukčně komplikovanější, protože jde o sestavu a díky vnitřnímu chlazení šroubovic, ale je na druhou stranu výrazně jednodušší z hlediska obrábění, kdy není vůbec třeba obrábět tvar šroubovic s jejich plynulým napojením na jádro a čep uložení.
Současně výsledný generický 3D model umožní rychlejší tvorbu dalších rozměrových variant v budoucnu. Nově vyvíjený stroj umožní společnosti BUZULUK a.s. zvýšit svou konkurenceschopnost v prostředí gumárenského průmyslu a získat větší podíl na trhu.
![]()


Časopis IT Systems / Odborná příloha
Kalendář akcí
Formulář pro přidání akce
 RSS kanál
RSS kanál


| Po | Út | St | Čt | Pá | So | Ne |
| 1 | 2 | 3 | 4 | 5 | ||
| 6 | 7 | 8 | 9 | 10 | 11 | 12 |
| 13 | 14 | 15 | 16 | 17 | 18 | 19 |
| 20 | 21 | 22 | 23 | 24 | 25 | 26 |
| 27 | 28 | 29 | 30 | 1 | 2 | 3 |
| 4 | 5 | 6 | 7 | 8 | 9 | 10 |
IT Systems podporuje
Formulář pro přidání akce
Další vybrané akce
| 29.4. | Jak na e-commerce se SAP Business One |
| 26.5. | Objevte nové rozhraní Log360 |
| 4.6. | Setkání zákazníků a partnerů ABIA CZ & dFlex 2026... |